

Avancerede materialer 2026 — Udfordringer og produktionsstrategier inden for CNC-bearbejdning
Fra stål og aluminium til HEA'er, MMC'er, FGM'er, smarte materialer og metamaterialer, denne vejledning forklarer egenskaber, bearbejdningsadfærd, AI-assisterede strategier, og Tendenser i 2026. Supplerer Maskinbearbejdningsprocesser 2025–2026 artikel. Denne guide er essentiel for ingeniører og købere, der leder efter brugerdefinerede CNC-bearbejdningstjenester for forskellige materialer, ligesom Stål, aluminium, messing, kobber, titanium, Inconel og HEA'er.
Indholdsfortegnelse: Avancerede materialer og CNC-bearbejdningsstrategier
Hvorfor avancerede materialer er vigtige: Udsigter for CNC-bearbejdning og -produktion i 2026
Avancerede materialer omformer designkonvolutter og CNC-bearbejdning strategier. Ud over omkostninger eller styrke optimerer teams nu for temperaturstabilitet, korrosion, vægt, multifunktionalitet, og bæredygtighedBearbejdning skal holde trit: hybridprocesser, kryogen køling, og AI-assisteret kontrol er ved at blive standardpraksis.
- Nøglekræfter: Luftfarts-/elbilers ydeevne, bæredygtighedskrav, udbudsvolatilitet.
- Vagt på værkstedsgulvet: fra faste "fremføringer og hastigheder" til adaptiv bearbejdning informeret af sensorer og digitale tvillinger.
1) Stål: Grundmaterialer til CNC-bearbejdning og industrielle anvendelser
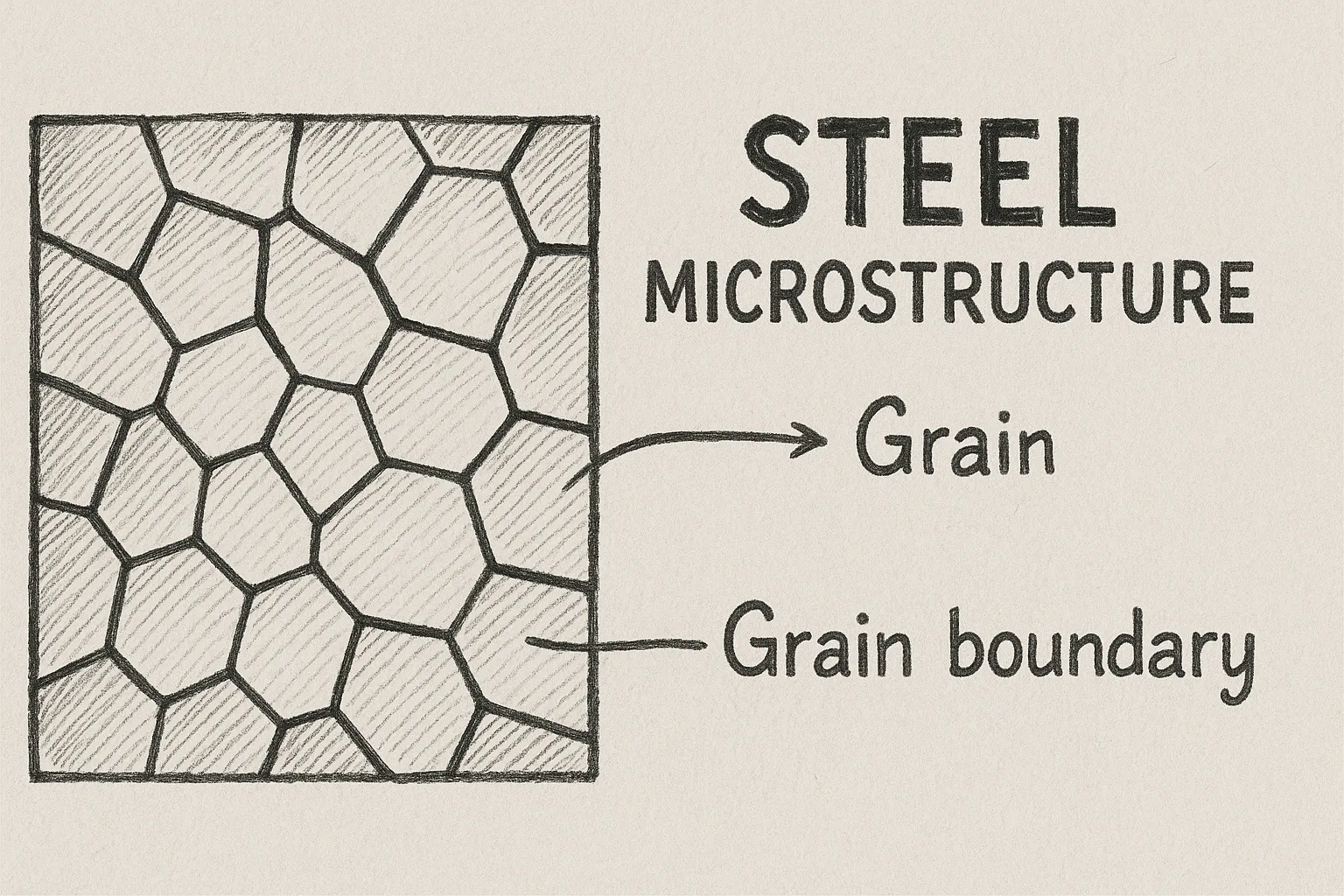
- Beskrivelse: "Stål" er hovedsageligt jern med kontrolleret kulstof og legeringselementer som krom eller nikkel. Ved at ændre disse mængder og varmebehandlingen kan vi gøre stål blødere/lettere at bearbejde eller meget stærkt/hårdt til værktøj og strukturer.
- Nøgleegenskaber: ρ 7,7-7,9 g/cm³; hårdhed 150-300 HV (som maskinbearbejdet); varmeledningsevne 45-60 W/m·K; bredt styrkeområde.
- Udfordringer ved bearbejdning: Deformationshærdning i nogle rustfrie kvaliteter; opbygget kant på blødt stål; vibrationer på lange dele.
- Anbefalet strategi: Belagt hårdmetal, flood/MQL; stabil fiksturering; adaptiv tilspænding for at undgå vibrationer; rustfrit stål → skarp geometri + kølemiddelfokus.
- Anvendelser: Bilstel, maskinfundamenter, aksler, generel hardware.
- Bemærkning om forsyningskæden: Omkostningseffektiv sourcing fra EU's nearshoring-partnere (Rumænien) til specialfremstillede industrielle dele.
2) Aluminium: Højhastigheds CNC-fræsning til lette præcisionskomponenter


- Beskrivelse: Aluminiumlegeringer er aluminium blandet med elementer som magnesium, silicium eller zink. De er lette, bearbejdes meget hurtigt og leder varme godt – gode til lette strukturer og køleplader.
- Nøgleegenskaber: ρ 2,7–2,9 g/cm³; k 120–200 W/m·K; bearbejdelighedsindeks ≥1,0; god korrosionsbestandighed (afhænger af serien); lav densitet.
- Udfordringer ved bearbejdning: Ophobet kant (materiale, der klæber til værktøjet), grater, tyndvægget nedbøjning.
- Anbefalet strategi: Skarp positiv spånvinkel, polerede/DLC-værktøjer, høj overfladehastighed, MQL/fin fladebehandling; understøtter tynde sektioner; faneformet emneholder til tynde sektioner.
- Anvendelser: Luftfartsstrukturer, huse til elbiler, varmevekslere, præcisionsrammer.
- Bemærkning om forsyningskæden: Højhastighedsbearbejdningskapacitet til komplekse dele (f.eks. køleplader, elbilhuse) tilgængelig via den europæiske forsyningskæde.
3) Messing og kobber: CNC-bearbejdning af dele med høj ledningsevne og korrosionsbestandighed


- Beskrivelse: Messing er kobber + zink; det skæres let og er almindeligt i fittings og stik. Kobber er meget ledende, men "klæbrigt", når det skæres - kræver skarpe værktøjer og god smøring.
- Nøgleegenskaber: Messing ρ ~8,4 g/cm³; k ~110 W/m·K; bearbejdelighed ~1,2. Kobber: meget høj ledningsevne, blød/duktil.
- Udfordringer ved bearbejdning: Kobbergrater og værktøjsfastsætning; Pb-fri messing kan være lidt sværere at bearbejde.
- Anbefalet strategi: Meget skarpe værktøjer, let fz, rent smøremiddel, planlagt afgratning; til kobber skal der anvendes polerede kanter og kølevæskekontrol; smøring og skarp geometri er afgørende.
- Anvendelser: Elektriske stik, varmevekslerdele, ventiler, instrumentering.
- Bemærkning om forsyningskæden: Pålidelig forsyning af store mængder specialfremstillede drejede/fræsede dele via nearshoring-partnere.
4) Hærdede stål: Hård drejning og præcisionsslibning


- Beskrivelse: Hærdede ståltyper er ståltyper, der er blevet varmebehandlet for at blive meget hårde for at opnå slidstyrke. De bruges i forme, matricer og præcisionsføringer og kræver normalt slibning eller specielle skæreværktøjer for at blive færdige.
- Nøgleegenskaber: 50–64 HRC; lav duktilitet; k ~20–30 W/m·K.
- Udfordringer ved bearbejdning: Slibning, mikrorevner, restspænding; langsom materialefjernelse.
- Anbefalet strategi: CBN-hårddrejning når det er muligt; akustisk emissionsassisteret (AE) slibning; omhyggelig kølevæske og gnistudledning; kontrol af kølevæske.
- Anvendelser: Skæreflader, føringsskinner, skær med høj slidstyrke.
- Bemærkning vedrørende forsyningskæden: Adgang til specialiseret slibnings-/hårddrejningskapacitet til værktøjskomponenter med høj tolerance.
5) Værktøjsstål: Bearbejdning til matricer, stempler og slidindsatser


- Beskrivelse: Værktøjsstål (M2, D2, A2 osv.) indeholder mange hårdmetaller, der holder kanterne skarpe ved høj temperatur. Fremragende til fremstilling af værktøj, matricer og stempler.
- Nøgleegenskaber: Fremragende varm hårdhed og slidstyrke; moderat varmeledningsevne; varmebehandlingsrespons.
- Udfordringer ved bearbejdning: Termisk revnedannelse; EDM-omstøbning; grater, når de stadig er seje.
- Anbefalet strategi: Tråd-/sænkegnistring for form, slibning for finish, spændingsaflastningscyklusser, omhyggelig polering; omhyggelig polering.
- Anvendelser: Matricer, stempler, forme, slidindsatser.
- Note om forsyningskæden: Indkøb af specialiserede værktøjsstålkomponenter til DACH/EU-kunder.
6) Karbider (cementerede): EDM og præcisionsslibning til specialværktøj


- Beskrivelse: "Harbid" er en komposit: meget hårde wolframkarbidkorn limet sammen af et koboltbindemiddel. Det er så hårdt, at vi normalt sliber eller gnistbehandler det i stedet for at skære med almindelige værktøjer.
- Nøgleegenskaber: Ekstremt hård (værktøjsklasse); sprød; lav slibeevne.
- Udfordringer ved bearbejdning: Mikrorevner, varmeskader, langsom fjernelse.
- Anbefalet strategi: Resin/cBN-hjul med AE-baseret afretning; pulstunet EDM; laserkantpolering; laserpolering af kanter.
- Anvendelser: Skæreindsatser, slidplader, matricer.
- Bemærkning om forsyningskæde: Adgang til EDM og præcisionsslibning af hårdmetalværktøj og sliddele.
7) Nikkellegeringer og superlegeringer (Inconel, Waspaloy, René): Avancerede CNC-strategier til højtemperaturkomponenter


- Beskrivelse: Nikkel-superlegeringer er baseret på nikkel, krom og kobolt. Små, ordnede partikler kaldet gamma-prime (γ′, en intermetallisk fase) forstærker legeringen ved høj temperatur, hvilket er grunden til, at de overlever i jetmotorer.
- Nøgleegenskaber: Meget høj varmstyrke; k ~10–15 W/m·K; stærk deformationshærdning.
- Udfordringer ved bearbejdning: Hurtig varmeopbygning, hak-/værktøjsslid, spånsvejsning.
- Anbefalet strategi: Kryogen eller højtrykskølevæske, HSM med konstant indgreb, lille ae/ap, adaptiv peckboring; højtrykskølevæske.
- Anvendelser: Turbiner, forbrændingskamre, varmgaskomponenter.
- Bemærkning om forsyningskæde: Specialiseret kapacitet til komplekse nikkel-superlegeringsdele af høj værdi (luftfart/energi).
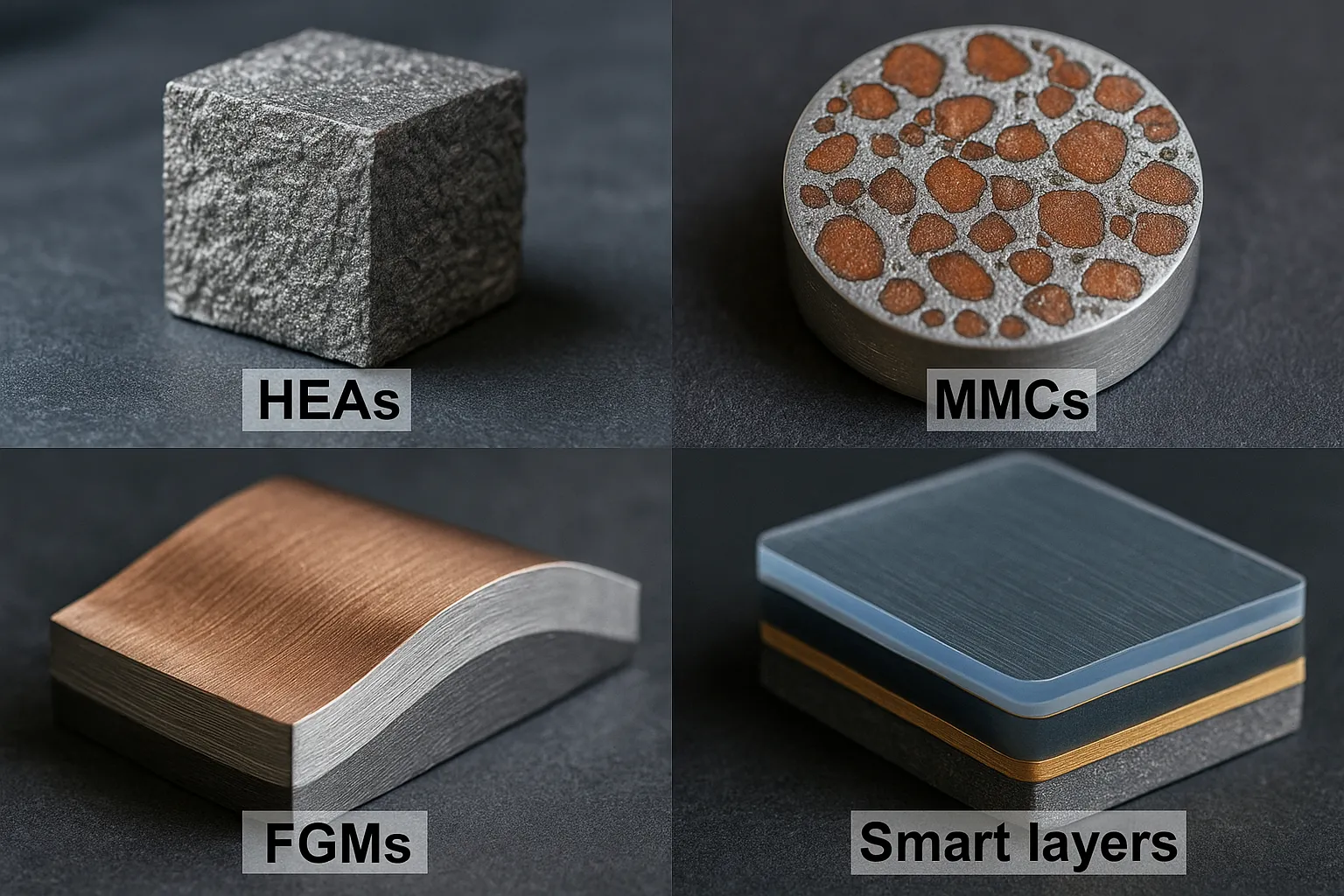
8) Højentropilegeringer (HEA'er): Bearbejdningsudfordringer og -strategier


- Beskrivelse: HEA'er blander flere hovedelementer (ikke kun én base), så legeringen danner stabile strukturer (FCC/BCC). Ved at justere blandingen kan vi målrette sejhed, styrke eller ydeevne ved lave temperaturer.
- Nøgleegenskaber: Høj styrke/sejhed; moderat ledningsevne; faseafhængig adfærd.
- Udfordringer ved bearbejdning: Variabel spåndannelse; slid afhænger af faser; varmestyring er nøglen; høj deformationshærdning.
- Anbefalet strategi: Belagt hårdmetal/PCBN; kryo- eller kontrolleret MQL; konservativ indgreb; efterpolering; efterpolering om nødvendigt.
- Anvendelser: Energi, luftfart, kryogene dele, forskningsværktøj.
- Note til forsyningskæden: Indkøb af avanceret materialebearbejdningskapacitet til forskning og udvikling samt specialiserede industrielle applikationer.
9) Titanlegeringer: CNC-bearbejdning til dele med høj specifik styrke og biokompatible dele


- Beskrivelse: Titanlegeringer (som Ti-6Al-4V) kombinerer lav vægt med høj styrke. De leder ikke varme godt, så varmen forbliver nær skærkanten – dette gør bearbejdning vanskelig.
- Nøgleegenskaber: ρ 4,4–4,6 g/cm³; meget lav k ~7 W/m·K; stærk selv når den er varm; høj specifik styrke.
- Udfordringer ved bearbejdning: Værktøjsopvarmning, spånsvejsning (BUE), tyndvægsafbøjning.
- Anbefalet strategi: Skarp positiv hældning; kort konstant indgreb; LN₂/MQL; forsigtig overskridelse; konstant indgreb (HSM).
- Anvendelser: Flystel, implantater, højstyrkefastgørelseselementer.
- Bemærkning om forsyningskæden: Højpræcisions titaniumbearbejdning til medicinske og luftfartskomponenter.
10) Inconel (nikkelbaseret): Avancerede bearbejdningsstrategier
- Anbefalet strategi: Kryogen drejning/fræsning; små ae/ap; adaptiv peckboring; omhyggelig afgratning/polering.
11) MMC'er — Metalmatrixkompositter: PCD-bearbejdning af slidstærke komponenter


- Beskrivelse: MMC'er er metaller med hårde keramiske partikler indeni. Partiklerne giver stivhed og slidstyrke – men de sliber også dit skæreværktøj væk som sandpapir.
- Nøgleegenskaber: Densitet tæt på matrix; hårdhed ↑ med forstærkning; anisotropi mulig.
- Udfordringer ved bearbejdning: Værktøjsslid, kantafskalning, overfladerivning; høj slidstyrke.
- Anbefalet strategi: PCD/diamantværktøjer; meget lille spåntykkelse; ultralydsassisteret skæring; polering/mikro-EDM-finish; ultralydsassisteret skæring.
- Anvendelser: Bremsedele, konstruktionspaneler, slidbelægninger.
12) FGM'er — Funktionelt graduerede materialer: Adaptiv CNC-bearbejdning


- Beskrivelse: FGM'er ændrer gradvist sammensætning fra den ene side til den anden, ligesom metal på den ene side og keramik nær overfladen. På den måde kan man få styrke, hvor det er nødvendigt, og slid-/varmebestandighed, hvor det er vigtigt.
- Nøgleegenskaber: Hårdhed/duktilitet varierer med dybden; lokal varmeledningsevne ændrer sig.
- Udfordringer ved bearbejdning: Skærekraftspring ved grænseflader; uforudsigelige slidzoner; sammensætningsgradient.
- Anbefalet strategi: Lagbevidste tilførsler; kortbaseret efterbehandling; in-situ inspektion (vision/AE); kortbaseret efterbehandling.
- Anvendelser: Termiske barrierer, slidstærke tætninger, biomedicinske stængler.
13) Smarte og selvregistrerende materialer: Lavspændingsbearbejdning


- Beskrivelse: "Smarte materialer" ændrer form eller egenskaber, når de stimuleres – f.eks. formhukommelseslegeringer, der vender tilbage til en forudindstillet form, når de opvarmes, eller piezomaterialer, der skaber spænding under stress (og omvendt).
- Nøgleegenskaber: Stimuli-responsiv; ofte temperaturfølsom; kan selvfornemme belastning eller varme.
- Udfordringer ved bearbejdning: Overophed eller overbelast dem ikke under skæring; bevar deres funktion.
- Anbefalet strategi: Laser-/EDM-/ultralydsbehandling; skånsomme fiksturer; indstillede temperatur-/vibrationsgrænser; laser-/EDM-/ultralydsbehandling.
- Anvendelser: Aktuatorer, adaptive strukturer, medicinsk udstyr.
- Bemærkning om forsyningskæde: Specialiseret lavspændingsbearbejdning og efterbehandling af funktionelle komponenter.
14) Genbrugte og bæredygtige legeringer: Maskinbearbejdning og sporbarhed


- Beskrivelse: Disse er legeringer lavet af genbrugsskrot. Sammensætningen kan variere en smule mellem partier, så skæreegenskaberne (spåner/finish) kan også variere en smule.
- Nøgleegenskaber: Næsten primær ydeevne; variabiliteten afhænger af sortering/raffinering.
- Udfordringer ved bearbejdning: Forudsigelig Ra/IT; batch-til-batch-tuning; certificeringsbehov.
- Anbefalet strategi: Inline-spektroskopi → AI-kvalitetsmærkning → matchende skæreparametre; robust afgratnings-/finishplan; AI-kvalitetsmærkning.
- Anvendelser: Generel fabrikation, strukturelle dele, inventar, øko-produktlinjer.
- Note om forsyningskæden: Adaptive bearbejdningsstrategier for materialevariabilitet i bæredygtige forsyningskæder.
15) Metamaterialer og arkitektoniske gitre: Efterbehandling og efterbehandling


- Beskrivelse: Metamaterialer er strukturer, hvor geometri (små gentagne celler) styrer adfærd – som høj stivhed i forhold til vægt eller lydabsorption – mere end kemi gør.
- Nøgleegenskaber: Ultralette, anisotropiske, tynde stivere; funktion fastsat af celledesign.
- Udfordringer ved bearbejdning: Skrøbelige stivere, adgang til værktøj, støtte og efterbehandling.
- Anbefalet strategi: Blide spånbelastninger; medie-/slibende flydebehandling; hybrid DED-reparation + finishfræser; hybrid DED-reparation.
- Anvendelser: Luftfartspaneler, energiabsorbenter, implantater.
- Bemærkninger om forsyningskæden: Ekspertise inden for efterbehandling af additiv fremstilling (AM) dele og arkitekturfremstillede gitre.
16) Nanostrukturerede og amorfe legeringer: Højpræcisions CNC-finish for avancerede egenskaber


- Beskrivelse: Amorfe (glasmetal) legeringer har ikke et krystalmønster; nanostrukturerede metaller har meget små korn. Begge kan være meget stærke og give glatte overflader, hvis man undgår at opvarme dem for meget.
- Nøgleegenskaber: Høj hårdhed/styrke; lav k; risiko for krystallisering ved overophedning.
- Udfordringer ved bearbejdning: Varmeinduceret egenskabstab; mikrorevnedannelse; krystallisationsrisiko.
- Anbefalet strategi: Kryogen eller lavvarmeskæring; finbehandling (slibning/polering); laserpolering til optik; laserpolering til optik.
- Anvendelser: Præcisionsgear, optiske monteringer, medicinsk værktøj.
- Bemærkning om forsyningskæden: Højpræcisionsfinish til amorfe og nanostrukturerede komponenter.
17) Bioinspirerede og adaptive materialer: Skånsom bearbejdning for funktionel integritet


- Beskrivelse: Disse materialer kopierer tricks fra naturen – som lag, fibre eller mikrokanaler – for at modstå skader eller transportere væsker. Nogle kan endda selvhele små revner.
- Nøgleegenskaber: Skadetolerance, dæmpning, sommetider aktiv respons.
- Udfordringer ved bearbejdning: Hold funktionerne intakte (knus ikke kanalerne; undgå varme, der ødelægger polymerer); funktionel integritet.
- Anbefalet strategi: Skånsom fjernelse (MQL/ultralyd/laser), bløde klemmer, funktionstest efter bearbejdning; funktionstest efter bearbejdning.
- Anvendelser: Sikkerhedsstrukturer, biomedicinsk udstyr, smart værktøj.
- Bemærkning om forsyningskæden: Skånsom bearbejdning for at bevare indlejrede funktioner i bioinspirerede og adaptive materialer.
18) Overfladebehandlede belægninger (DLC, TiAlN osv.): Præcisionsfinish


- Beskrivelse: Belægninger er ultratynde lag, der påføres en overflade (som TiAlN eller DLC) for at reducere friktion eller modstå varme/slid. Tricket er at matche belægningen med basismaterialet, så den ikke skaller af.
- Nøgleegenskaber: Meget hård, tynd; mulig sprødhed; termisk uoverensstemmelse med underlaget.
- Udfordringer ved bearbejdning: Kantafskalning, delaminering, varme ved grænsefladen.
- Anbefalet strategi: Lavspændingsskæring; skarpe værktøjer; vibrationsovervågning; mikrofinishtrin; vibrationsovervågning.
- Anvendelser: Værktøj, motordele, medicinske instrumenter.
- Bemærkning om forsyningskæden: Præcisionsfinish og -belægning til slidstærke dele.
19) Intelligente materialer og hukommelsesmaterialer — Grænsen for 2026+: Hybrid CNC-bearbejdning og funktionel integritet


- Beskrivelse: Omfatter formhukommelseslegeringer/polymerer (husker en form ved opvarmning), programmerbare metamaterialer, neuromorfe oxider og hydrogeler, der "lærer" gentagne stimuli. Tænk på materialer, der fungerer som små sensorer/aktuatorer med indbygget hukommelse.
- Nøgleegenskaber: Stimuli-responsiv, tilstandshukommelse, potentiel selvjustering.
- Udfordringer ved bearbejdning: Meget følsom over for temperatur/belastning; skal bevare funktionen under bearbejdning; tilstandshukommelse.
- Anbefalet strategi: Hybrid formgivning (laser/ultralyd/EDM); grænseværdier for livetemperatur/vibration; in-situ funktionstest; in-situ funktionstest.
- Anvendelser: Blød robotteknologi, adaptive strukturer, implantater, smarte støddæmpere.
- Note om forsyningskæden: Frontlinjebearbejdningsmuligheder for næste generations intelligente materialer.
Sammenlignende egenskabstabel: Avanceret materialereference for CNC-maskinarbejdere
| Materiale | Densitet (g/cm³) | Hårdhed (HV) | Termisk ledningsevne. (W/m·K) | Maskinbearbejdningsindeks* |
|---|---|---|---|---|
| Aluminium 7075 | 2.8 | 150 | 130 | 1.0 |
| Messing (CuZn37) | 8.4 | 100 | 110 | 1.2 |
| Stål AISI 1045 | 7.8 | 180 | 50 | 0.8 |
| Hærdet stål (60 HRC) | 7.9 | 700 | 25 | 0.3 |
| Inconel 718 | 8.2 | 420 | 12 | 0.25 |
| Titanium Ti-6Al-4V | 4.5 | 340 | 7 | 0.35 |
| HEA (CoCrFeNiMn) | 7.9 | 320 | 15 | 0.35 |
| MMC (Al-SiC 20%) | 2.9 | 250 | 120 | 0.45 |
| Amorf legering | 6.9 | 600 | 10 | 0.20 |
*Indeks i forhold til automatbearbejdningsstål ≈ 1,0. Værdierne er vejledende; forfin pr. specifik kvalitet/specifikationsark.
Fremtidige tendenser i 2026: AI-integration og adaptiv CNC-bearbejdning
- Kryogen hybridbearbejdning: LN₂-dyser til Ti/HEA'er → −40% værktøjsslid, stabil Ra.
- Laserassisteret ultralydsfræsning: varmeblødgøring + vibration → keramik/MMC'er aktiveret.
- Neuromorfe kontrolløkker: nær-spindel-modeller undertrykker vibrationer i millisekunder.
- Bæredygtig MQL 2.0: biobaserede kølemidler, lav VOC, bedre afføringsevne.
- Selvlærende digitale tvillinger: Model-virkelighedsdeltaer automatisk finjusterer feeds og reducerer risikoen ved første forsøg.
Se også: Maskinbearbejdningsprocesser 2025–2026 — Komplet illustreret guide (AI og hybrid)
Proces-først reference med fotos, WEBP-skemaer, AI-opskrifter, hybrid/2025-innovationer og hurtige tabeller.
Åbn bearbejdningsvejledningen →
Ofte stillede spørgsmål (FAQ) om avanceret materialebearbejdning
- Q: Hvad er den største udfordring ved bearbejdning af avancerede materialer (f.eks. Inconel, titanium)?
EN: Den største udfordring er at håndtere varme og værktøjsslid. Avancerede materialer, især superlegeringer, har lav varmeledningsevne, hvilket koncentrerer varmen i værktøjet og emnet, hvilket fører til hurtig værktøjsslid og risiko for materialeskader.
- Q: Hvad er "deformationshærdning", og hvordan påvirker det CNC-bearbejdning?
EN: Deformationshærdning er, når et materiale bliver hårdere og stærkere, når det deformeres (skæres). Dette er almindeligt i rustfrit stål og nikkellegeringer. Hvis værktøjet ikke skærer under det deformationshærdede lag, slides det hurtigt. Den anbefalede strategi er høje tilspændingshastigheder og høj maskinstivhed.
- Q: Hvorfor er kryogen bearbejdning nødvendig for nikkel- eller titanlegeringer?
EN: Kryogen bearbejdning (ved brug af flydende nitrogen) reducerer temperaturen i skærezonen drastisk. Dette hjælper med at: 1) Forhindre, at materiale klæber til værktøjet (ophobning af skærkant). 2) Forbedre værktøjets levetid. 3) Opretholde emnets dimensionsstabilitet.
- Q: Hvad er fordelene ved at bruge CNC-fræsning til metamaterialer og gitterstrukturer?
EN: Metamaterialer og gitterstrukturer er ekstremt skrøbelige. Højpræcisions 5-akset CNC-fræsning er afgørende for efterbehandling af additiv fremstilling (AM) dele, hvilket sikrer minimal materialefjernelse og efterbehandling af kritiske overflader uden at beskadige de sarte indre strukturer.
- Q: Hvilke typer værktøjer bruges til bearbejdning af MMC'er (Metal Matrix Composites)?
EN: MMC'er er meget slibende på grund af keramiske partikler (f.eks. SiC). Superslibende værktøjer, såsom PCD (polykrystallinsk diamant), er nødvendige for at forhindre hurtig slitage af hårdmetalværktøjer.
- Q: Hvordan kan sporbarhed sikres ved bearbejdning af genbrugslegeringer?
EN: Sporbarhed sikres gennem inline-spektroskopi og AI-baserede sorteringssystemer. Disse teknologier overvåger materialesammensætningen i realtid for at justere skæreparametre og opretholde kvaliteten på trods af batchvariationer.
- Q: Hvad er "adaptiv CNC-bearbejdning" i forbindelse med avancerede materialer?
EN: Adaptiv CNC-bearbejdning involverer brug af sensorer (til vibration, temperatur, kraft) til automatisk at justere tilspændingshastighed og spåndybde under processen. Dette er afgørende for funktionelt graduerede materialer (FGM'er) eller legeringer med uforudsigelig opførsel.
- Q: Hvad er rollen af trådgnidning (elektroudladningsbearbejdning) i bearbejdning af hårde materialer?
EN: Trådgnistning bruges til at skære ekstremt hårde materialer (f.eks. hårdmetal, hærdet stål) uden mekanisk kontakt. Det er ideelt til at opnå komplekse geometrier, skarpe hjørner og højpræcisionsoverflader uden at forårsage stress eller mikrorevner.
- Q: Hvor kan jeg få CNC-bearbejdningstjenester til brugerdefinerede dele baseret på en tegning ved hjælp af disse avancerede materialer?
EN: Inotech bearbejdning tilbyder projektledelse og formidlingstjenester, der letter bearbejdning af specialfremstillede dele baseret på efterspørgselstegninger. Vi forbinder EU-kunder (DACH, Frankrig, Nordiske lande) med leverandører af højpræcisionsproduktion i Rumænien og sikrer kvalitet og omkostningseffektivitet for en bred vifte af materialer, herunder avancerede materialer.
Referencer / Krediteringer
Denne artikel sammenfatter data fra førende akademiske tidsskrifter, brancherapporter og specialiseret forskning i avanceret materialefremstilling. Nøglekilder inkluderer:
- ASM Internationale håndbøger (bearbejdning, materialeegenskaber).
- CIRP Annals - Produktionsteknologi (fokus på hybrid og adaptiv bearbejdning).
- Publikationer fra førende forskningsinstitutioner (MIT, Fraunhofer, ETH Zürich) om højentropilegeringer og metamaterialer.
- Branchedata og tekniske specifikationer fra førende værktøjs- og maskinproducenter.