Maskineringsprocesser 2025–2026 — Komplet illustreret guide (AI og hybrid innovation)
Visuel reference for ingeniører og studerende: 15 traditionelle operationer, 7 avancerede processer, 6 hybrid og innovationer i 2025, 3 AI-opskrifter — plus et fremadskuende afsnit om trends i 2026. Fotos + minimalistiske WEBP-diagrammer for hastighed.
1) Principper og hurtig notation
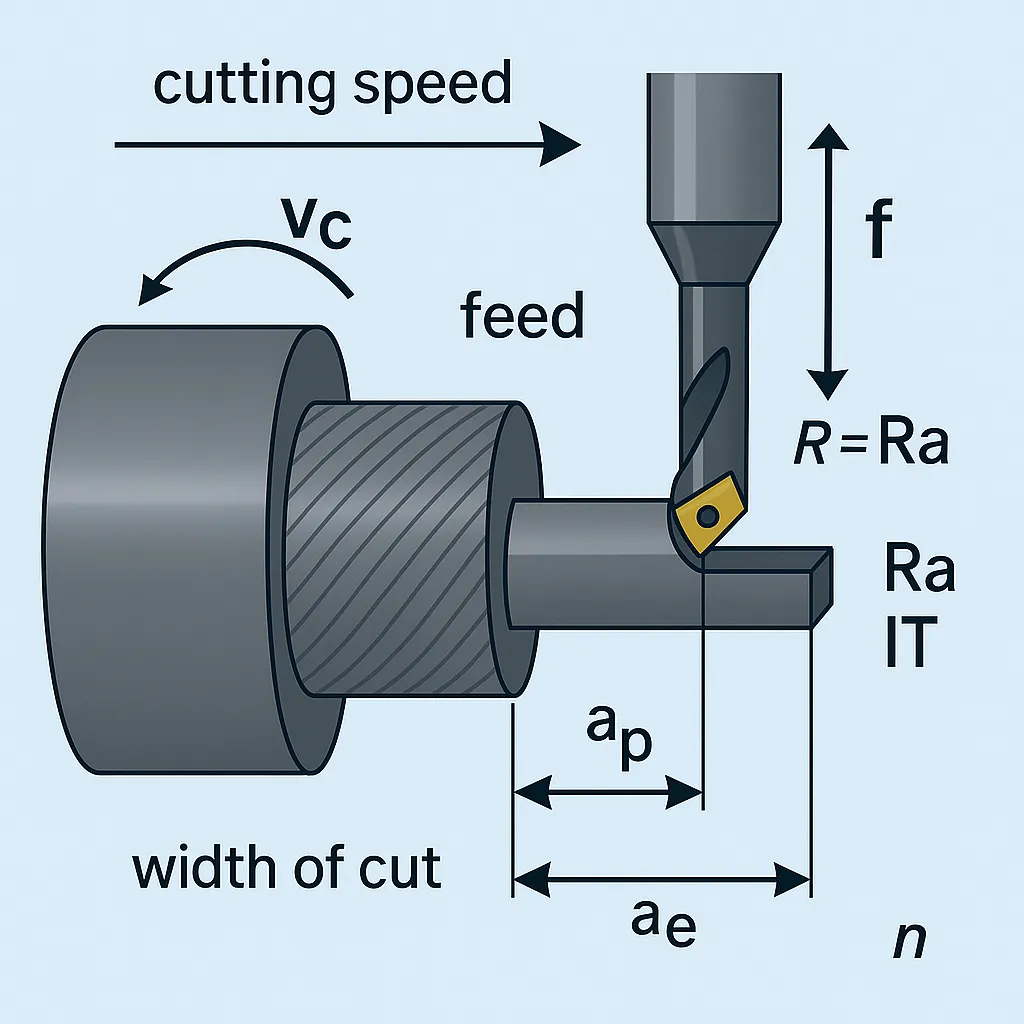
Kerneparametre: skærehastighed enc, tilførselshastighed f, skæredybde -enp, snitbredde -ene, værktøjsdiameter D, spindelhastighed nOverfladeruhed R-en og tolerancegrad DET definere finish og præcision.
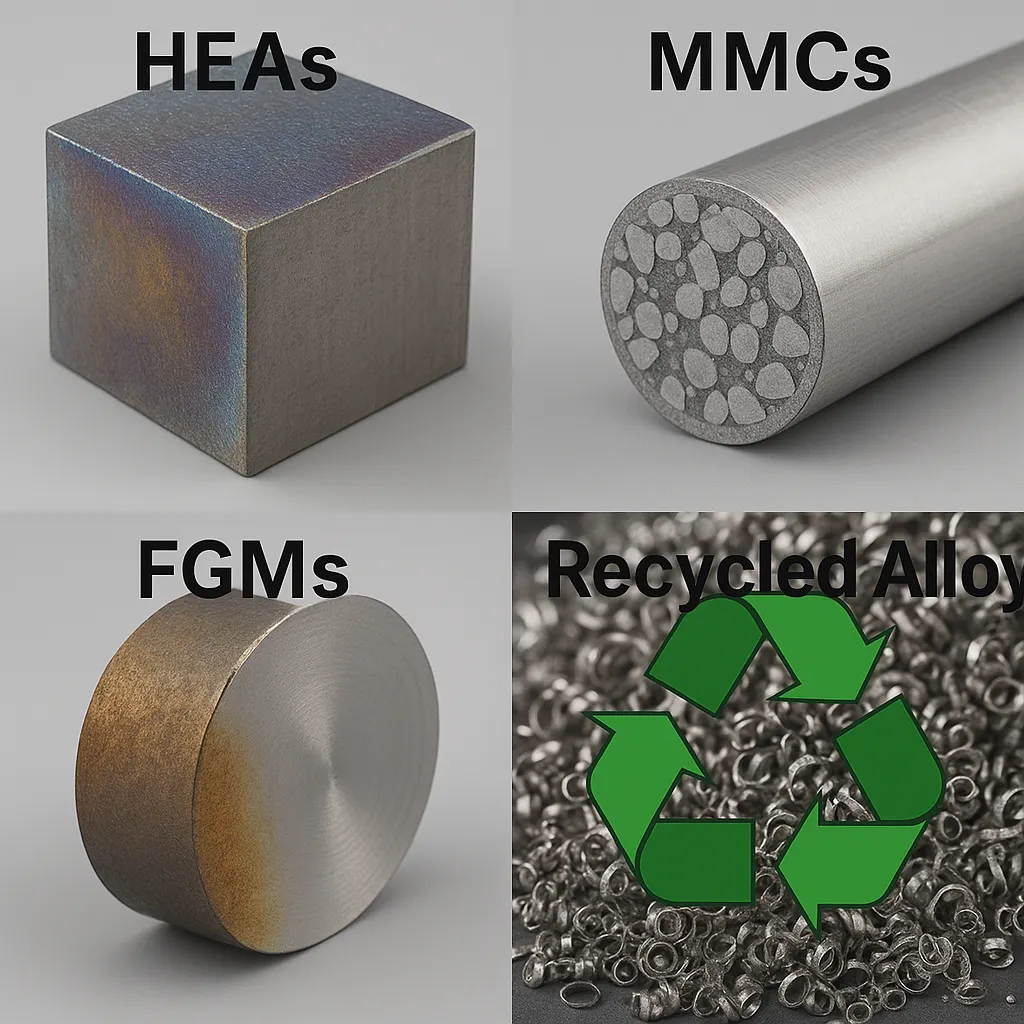
- Materiale-værktøj-parring: Valget af hårdmetal/keramik/PCD styrer varme- og slidegenskaber. For avancerede materialer (HEA'er, MMC'er, FGM'er), se Avancerede materialer 2026 guide.
- Stabilitet: Match indgrebet med stabilitetslapperne for at undgå vibrationer.
- Kølevæske: oversvømmelse, MQL, kryogen — valgt efter materiale/drift.
Notationsreference — ISO-bearbejdningssymboler
| Symbol | Betydning (engelsk udtryk) | Oprindelse / Standard | Enhed | Forklaring |
|---|---|---|---|---|
| enc | Skærehastighed | Hastighed (skæring) — ISO 3002-1 | m/min | Tangentiel hastighed ved skærkanten. |
| f | Tilførselshastighed | Foder — ISO 3002-1 | mm/omdr. eller mm/tand | Lineær fremføring pr. omdrejning/tand. |
| -enp | Snitdybde | Aksial dybde — ISO 3002-1 | mm | Værktøjets indtrængning i materialet. |
| -ene | Snitbredde | Indgrebsbredde — ISO 3002-1 | mm | Bredde af materiale fjernet pr. passage. |
| D | Værktøjs-/emnediameter | ISO 3002 | mm | Brugt i formel v = π·D·n. |
| n | Spindelhastighed | Antal omdrejninger — ISO 3002 | omdr./min (o/min) | Spindels eller dels rotationshastighed. |
| R-en | Overfladeruhed (gennemsnitlig ruhed) | ISO 4287 / ASME B46.1 | µm | Aritmetisk middelafvigelse af overfladeprofil. |
| DET | Tolerancegrad (International Tolerance) | ISO 286 | — | Tilladt dimensionsafvigelsesområde. |
2) Traditionelle operationer (15)
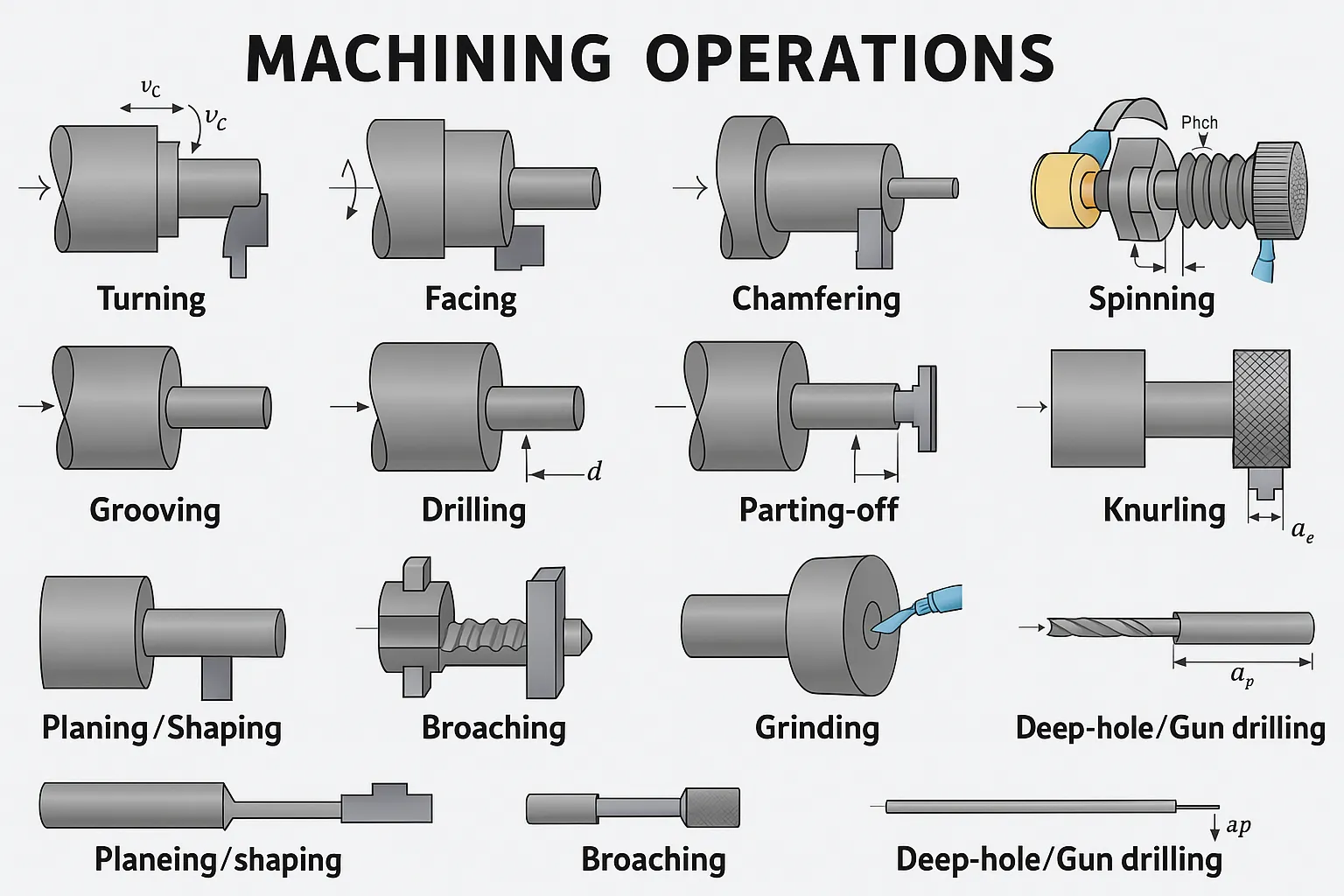
1) Drejning
- Hvad den gør: På en drejebænk roterer emnet, mens skæreværktøjet bevæger sig lineært for at fjerne materiale fra dets ydre eller indre overflade. Udbredt anvendt til roterende dele; enkel at programmere og yderst produktiv til cirkulære geometrier; mindre egnet til komplekse ikke-roterende former.
- Anvendelser: Aksler, bøsninger, ruller, cirkulære huse, stempler, muffer.
- Fordele: Stabil, produktiv, præcis rotationsfunktion; gode spånkontrolmuligheder.
- Ulemper: Begrænset til cylindrisk geometri; komplekse funktioner kræver flere opsætninger eller roterende værktøjer.
AI-hjælp:
Et AI-assisteret adaptivt styresystem overvåger vibrationer, spindelstrøm og temperatur for at lære skærslidmønstre og foreslå/anvende små tilspændings-/hastighedskorrektioner i realtid.
Nøglesignaler: vibration (X/Y/Z), spindelstrøm, temperatur, akustisk emission.
Hvordan det virker: Edge ML-modellen klassificerer slidtilstanden og udløser adaptive overrides.
Typiske resultater: +15–25% værktøjslevetid, −10% nedetid, glattere Ra.
Et AI-assisteret adaptivt styresystem overvåger vibrationer, spindelstrøm og temperatur for at lære skærslidmønstre og foreslå/anvende små tilspændings-/hastighedskorrektioner i realtid.
Nøglesignaler: vibration (X/Y/Z), spindelstrøm, temperatur, akustisk emission.
Hvordan det virker: Edge ML-modellen klassificerer slidtilstanden og udløser adaptive overrides.
Typiske resultater: +15–25% værktøjslevetid, −10% nedetid, glattere Ra.
2) Kedeligt
- Hvad den gør: Korrigerer diameter, rundhed og justering af forborede huller; kan opnå snævre tolerancer før oprivning/slibning.
- Anvendelser: Lejesæder, gearkassehuse, motorblokke, hydrauliske kroppe.
- Fordele: Fremragende cylindricitet og koncentricitet; justerbare hoveder giver fin kontrol.
- Ulemper: Langsommere end boring; kræver stiv fastgørelse og afbalancerede stænger for at undgå vibrationer.
AI-hjælp:
Forudsiger vibrationsudbrud og termisk drift, anbefaler tilspændingsreduktioner eller dwell/step-strategier for at beskytte finish og størrelse.
Signaler: vibrationsspektrum, spindelstrøm, temperatur.
Handlinger: adaptiv tilspænding, alarm for offset af borehoved, temperaturkompensation.
Typiske resultater: færre skrotboringer, strammere IT-kvalitet, forbedret rundhed.
Forudsiger vibrationsudbrud og termisk drift, anbefaler tilspændingsreduktioner eller dwell/step-strategier for at beskytte finish og størrelse.
Signaler: vibrationsspektrum, spindelstrøm, temperatur.
Handlinger: adaptiv tilspænding, alarm for offset af borehoved, temperaturkompensation.
Typiske resultater: færre skrotboringer, strammere IT-kvalitet, forbedret rundhed.
3) Boring
- Hvad den gør: Producerer gennemgående eller blinde huller med spiralbor; specialbor til punkt-, pilot-, trin- og dybe huller.
- Anvendelser: Boltmønstre, manifolds, fixturer, generel fabrikation.
- Fordele: Høj MRR, standardiseret værktøj, nem programmering.
- Ulemper: Position/størrelse begrænset af værktøjets fleksibilitet; spånafgang kritisk i dybe huller.
AI-hjælp:
Registrerer spånpakning og borslid fra strøm-/vibrationssignaturer og foreslår automatisk hakkecyklusser eller justeringer af fremføring/hastighed.
Signaler: spindelstrømsrippel, aksial vibration, kølevæsketryk.
Handlinger: dynamisk hakning, tilsidesættelse af foder, alarmer for tilbagetrækning ved alarm.
Typiske resultater: færre knækkede bor, forbedret hulkvalitet, lavere variabilitet i cyklustiden.
Registrerer spånpakning og borslid fra strøm-/vibrationssignaturer og foreslår automatisk hakkecyklusser eller justeringer af fremføring/hastighed.
Signaler: spindelstrømsrippel, aksial vibration, kølevæsketryk.
Handlinger: dynamisk hakning, tilsidesættelse af foder, alarmer for tilbagetrækning ved alarm.
Typiske resultater: færre knækkede bor, forbedret hulkvalitet, lavere variabilitet i cyklustiden.
4) Oprivning
- Hvad den gør: Fjerner en lille tolerance for at levere en tæt IT-kvalitet og forbedret Ra indvendige huller.
- Anvendelser: Leje-/placeringsboringer, justeringsfunktioner, hydrauliske porte.
- Fordele: Fremragende rundhed/finish; hurtig og gentagelig.
- Ulemper: Kræver nøjagtig forboring; følsom over for smøring/spånkontrol.
AI-hjælp:
Overvåger moment og mikrovibrationer for at opretholde tilspændings- og kølemiddelforhold, der beskytter finishen og undgår konisk afvikling.
Signaler: Spindelstrøm, vibration, kølevæskeflow/-tryk.
Handlinger: optimering af tilførsel/kølevæske, detektion af stop-på-konus.
Typiske resultater: strammere størrelse, glattere Ra, færre værktøjsmærker.
Overvåger moment og mikrovibrationer for at opretholde tilspændings- og kølemiddelforhold, der beskytter finishen og undgår konisk afvikling.
Signaler: Spindelstrøm, vibration, kølevæskeflow/-tryk.
Handlinger: optimering af tilførsel/kølevæske, detektion af stop-på-konus.
Typiske resultater: strammere størrelse, glattere Ra, færre værktøjsmærker.
5) Gevindskæring og gevinddrejning
- Hvad den gør: Former gevind med stiv gevindskæring eller dreje-/fræsestrategier; styrer stigning, flankevinkel og pasform.
- Anvendelser: Fastgørelseselementer, dæksler, manifolds, aksler.
- Fordele: Hurtig til standardstørrelser; god repeterbarhed.
- Ulemper: Risiko for gevindbrud; spånafgang kritisk i blinde huller; grater ved gevindstart.
AI-hjælp:
Forudsiger gevindtapslitage/brud fra strømspidser og bevægelsesprofiler; foreslår tilspændingssynkronisering eller gevindfræsningsalternativ.
Signaler: spindel-/aksebelastninger, momenttoppe, positionsfejl.
Handlinger: synkroniseringstuning, tilsidesættelse af tilspænding, tidlig alarm ved værktøjsskift.
Typiske resultater: færre gevindfejl, bedre gevindkvalitet, mindre nedetid.
Forudsiger gevindtapslitage/brud fra strømspidser og bevægelsesprofiler; foreslår tilspændingssynkronisering eller gevindfræsningsalternativ.
Signaler: spindel-/aksebelastninger, momenttoppe, positionsfejl.
Handlinger: synkroniseringstuning, tilsidesættelse af tilspænding, tidlig alarm ved værktøjsskift.
Typiske resultater: færre gevindfejl, bedre gevindkvalitet, mindre nedetid.
6) Fræsning — Planfræsning, Periferifræsning, Notfræsning
- Hvad den gør: Roterende flertandsskærer fjerner materiale med kontrolleret indgreb (ae/ap); not-, side- og planfræsning.
- Anvendelser: Huse, forme, armaturer, prismatiske dele.
- Fordele: Høj MRR, mange værktøjsvalg, fleksible strategier.
- Ulemper: Risiko for vibrationer ved lange udhæng; varme i vanskelige legeringer.
AI-hjælp:
Registrerer vibrationer og belastningsstigninger; foreslår ændringer i trochoidal/konstant indgrebsbane eller live-fremføringsmodulation for at holde spåntykkelsen stabil.
Signaler: vibrationsspektrogram, spindel-/aksebelastninger.
Handlinger: adaptiv feed, step-over-justeringer, CAM-hinting til næste kørsel.
Typiske resultater: forbedret værktøjslevetid, færre mærker, kortere cyklustid.
Registrerer vibrationer og belastningsstigninger; foreslår ændringer i trochoidal/konstant indgrebsbane eller live-fremføringsmodulation for at holde spåntykkelsen stabil.
Signaler: vibrationsspektrogram, spindel-/aksebelastninger.
Handlinger: adaptiv feed, step-over-justeringer, CAM-hinting til næste kørsel.
Typiske resultater: forbedret værktøjslevetid, færre mærker, kortere cyklustid.
7) 5-akset simultanfræsning
- Hvad den gør: Orienterer værktøjet vinkelret på overfladen, holder konstant indgreb, når skarpe vinkler uden yderligere fastgørelseselementer.
- Anvendelser: Luftfartsfly, forme, medicinske implantater, turbiner.
- Fordele: Bedre adgang, bedre finish, reduceret værktøj/inventar.
- Ulemper: Kræver kalibrering og præcis efterbehandling; kollisionsrisiko uden simulering.
AI-hjælp:
Forudsiger kollisions-/vibrationsrisiko fra simulering + live feedback; foreslår justeringer af hældning/føring/forsinkelse og sikre tilspændingsgrænser ved høj krumning.
Signaler: aksebelastninger, vibrationer, modelbaseret digital tvilling.
Handlinger: adaptiv orientering, fødeloft, CAM-feedback.
Typiske resultater: mindre omarbejde, stabil finish, højere sikkerhed i første omgang.
Forudsiger kollisions-/vibrationsrisiko fra simulering + live feedback; foreslår justeringer af hældning/føring/forsinkelse og sikre tilspændingsgrænser ved høj krumning.
Signaler: aksebelastninger, vibrationer, modelbaseret digital tvilling.
Handlinger: adaptiv orientering, fødeloft, CAM-feedback.
Typiske resultater: mindre omarbejde, stabil finish, højere sikkerhed i første omgang.
8) Drej-fræsning (Fræs-drejning)
- Hvad den gør: Hoved-/underspindler og roterende værktøjer bearbejder roterende og prismatiske funktioner i én maskine.
- Anvendelser: Komplekse aksler, væskeforbindelser, medicinske/ventildele.
- Fordele: Færre opsætninger, bedre præcision, kortere leveringstid.
- Ulemper: Programmeringskompleksitet; begrænsninger i værktøjets rækkevidde/stivhed.
AI-hjælp:
Orkestrerer sekvens og værktøjsindgreb på tværs af dreje-/fræsetrinnene for at minimere tomgangstid og belastningsstigninger.
Signaler: spindel-/aksebelastninger, køtiming, vibrationer.
Handlinger: Tips til automatisk sekventering, sikre fremføringsgrænser, timing for værktøjsskift.
Typiske resultater: jævnere cyklus, færre kollisioner, forbedret OEE.
Orkestrerer sekvens og værktøjsindgreb på tværs af dreje-/fræsetrinnene for at minimere tomgangstid og belastningsstigninger.
Signaler: spindel-/aksebelastninger, køtiming, vibrationer.
Handlinger: Tips til automatisk sekventering, sikre fremføringsgrænser, timing for værktøjsskift.
Typiske resultater: jævnere cyklus, færre kollisioner, forbedret OEE.
9) Høvling / Formning
- Hvad den gør: Et frem- og tilbagegående værktøj eller arbejdsbord genererer flade flader og simple noter.
- Anvendelser: Lange senge, føringsveje, store plader, kilehuller.
- Fordele: Simpelt værktøj, lang rækkevidde, god retlinjethed.
- Ulemper: Lavere produktivitet vs. fræsning; intermitterende skærekræfter.
AI-hjælp:
Overvåger slagdynamik for at begrænse vibrationer ved vending og slid på værktøjsskær.
Signaler: vibrationer ved slaglængder, motorstrøm.
Handlinger: profilering af hastighedsrampe, alarm ved værktøjsskift.
Typiske resultater: færre vibrationsmærker, mere stabil finish.
Overvåger slagdynamik for at begrænse vibrationer ved vending og slid på værktøjsskær.
Signaler: vibrationer ved slaglængder, motorstrøm.
Handlinger: profilering af hastighedsrampe, alarm ved værktøjsskift.
Typiske resultater: færre vibrationsmærker, mere stabil finish.
10) Rømning
- Hvad den gør: Producerer kilespor, noter og specialprofiler hurtigt og præcist.
- Anvendelser: Gear, nav, profiler til luftfart.
- Fordele: Meget hurtig, ensartet; minimal operatørinput.
- Ulemper: Dedikeret værktøj; begrænset fleksibilitet; høje værktøjsomkostninger.
AI-hjælp:
Registrerer stigende kraft langs tandstakken og advarer om slibnings- eller smøreproblemer, før der opstår profilfejl.
Signaler: trykbelastning, temperatur, akustisk emission.
Handlinger: Kontrol af smøre-/kølevæske, vedligeholdelsesplanlægning.
Typiske resultater: længere værktøjslevetid, færre dimensionelle kasseringer.
Registrerer stigende kraft langs tandstakken og advarer om slibnings- eller smøreproblemer, før der opstår profilfejl.
Signaler: trykbelastning, temperatur, akustisk emission.
Handlinger: Kontrol af smøre-/kølevæske, vedligeholdelsesplanlægning.
Typiske resultater: længere værktøjslevetid, færre dimensionelle kasseringer.
11) Slibning
- Hvad den gør: Bruger bundne slibemidler til at fjerne mikrometer pr. passage, hvilket giver planhed og lav Ra.
- Anvendelser: Værktøj, måleklodser, hærdet stål, hårdmetal.
- Fordele: Fremragende præcision og finish; kontrolleret fjernelse.
- Ulemper: Risiko for forbrændinger; hjulbelastning/forbinding nødvendig; langsommere MRR.
AI-hjælp:
Sporer risiko for forbrændinger og hjulbelastning via akustisk emission og effekt; planlægger afretning og modulerer tilførsel/kølevæske.
Signaler: spindeleffekt, AE-sensor, temperatur, udladningstid.
Handlinger: optimering af indløb/kølevæske, automatiske dressing-udløsere.
Typiske resultater: brandfri finish, stabil Ra, forlænget hjullevetid.
Sporer risiko for forbrændinger og hjulbelastning via akustisk emission og effekt; planlægger afretning og modulerer tilførsel/kølevæske.
Signaler: spindeleffekt, AE-sensor, temperatur, udladningstid.
Handlinger: optimering af indløb/kølevæske, automatiske dressing-udløsere.
Typiske resultater: brandfri finish, stabil Ra, forlænget hjullevetid.
12) Lapping
- Hvad den gør: Opnår submikronplanhed og meget lav Ra ved kontrolleret slid.
- Anvendelser: Tætninger, optik, præcisionsventiler, metrologiske overflader.
- Fordele: Enestående fladhed og finish.
- Ulemper: Langsom; følsom over for forbrugsvarer og renlighed.
AI-hjælp:
Estimerer fjernelse af borehulsslitage fra moment og bevægelse, hvilket holder planhedsmålene på rette spor.
Signaler: bordmoment, sportryk, slamflow.
Handlinger: justeringer af opholdskort, dosering af slam, advarsler om vedligeholdelse af puder.
Typiske resultater: ensartet planhed, reduceret omarbejde, forudsigelig cyklustid.
Estimerer fjernelse af borehulsslitage fra moment og bevægelse, hvilket holder planhedsmålene på rette spor.
Signaler: bordmoment, sportryk, slamflow.
Handlinger: justeringer af opholdskort, dosering af slam, advarsler om vedligeholdelse af puder.
Typiske resultater: ensartet planhed, reduceret omarbejde, forudsigelig cyklustid.
13) Dybhuls-/pistolboring
- Hvad den gør: Bruger enkeltlæbede eller BTA-systemer til at bore dybe, lige huller med kontrolleret føring og tryk.
- Anvendelser: Kølekanaler til forme, riffelløb, hydrauliske cylindre.
- Fordele: Fremragende rethed, pålidelig spånfjernelse.
- Ulemper: Specialiseret værktøj/fikstur; opsætningsfølsom.
AI-hjælp:
Overvåger tryk og strøm for at detektere spånkomprimering; justerer fremføring/hakke- og kølemiddeltryk for at forhindre fastklemning.
Signaler: kølemiddeltryk/-flow, spindelstrøm, vibration.
Handlinger: adaptiv peck, trykindstillingskontrol, tilbagetrækningsprotokol.
Typiske resultater: færre værktøjsfejl, rettere huller, stabil cyklustid.
Overvåger tryk og strøm for at detektere spånkomprimering; justerer fremføring/hakke- og kølemiddeltryk for at forhindre fastklemning.
Signaler: kølemiddeltryk/-flow, spindelstrøm, vibration.
Handlinger: adaptiv peck, trykindstillingskontrol, tilbagetrækningsprotokol.
Typiske resultater: færre værktøjsfejl, rettere huller, stabil cyklustid.
14) Tandhjulsfræsning / formning
- Hvad den gør: Indekserer tandformen via fræsernes kinematik; præcis geargeometri før sletbearbejdning.
- Anvendelser: Transmissioner, robotteknologi, industrielle drev.
- Fordele: Produktiv til spor-/spiralformede gevind; høj nøjagtighed med korrekt opsætning.
- Ulemper: Værktøj specifikt for modul/trykvinkel; grater kan kræve efterbehandling.
AI-hjælp:
Overvåger moment og vibrationer for at identificere problemer med tandformen og værktøjsslid; foreslår justeringer af tilspænding/indeksering og værktøjsskift.
Signaler: spindel-/aksebelastninger, vibrationer, rundgang.
Handlinger: Tips til korrektion af feed/indeks, vedligeholdelsesalarmer.
Typiske resultater: stabil tandkvalitet, færre kasseringer, forudsigelig gennemløbshastighed.
Overvåger moment og vibrationer for at identificere problemer med tandformen og værktøjsslid; foreslår justeringer af tilspænding/indeksering og værktøjsskift.
Signaler: spindel-/aksebelastninger, vibrationer, rundgang.
Handlinger: Tips til korrektion af feed/indeks, vedligeholdelsesalarmer.
Typiske resultater: stabil tandkvalitet, færre kasseringer, forudsigelig gennemløbshastighed.
15) 5-akset (resumé, komplekse dele)
- Hvad den gør: Skærer råmateriale til i længden med bånd-/rundsave; opsætter barrer og emner.
- Anvendelser: Klargøring af stænger, profiler, plader.
- Fordele: Hurtig, økonomisk, minimalt krav til færdigheder.
- Ulemper: Snit/affald; overfladen skal muligvis slibes før præcisionsarbejde.
AI-hjælp:
Forudsiger klingeslid og optimerer tilspændingen i forhold til legeringens hårdhed; forhindrer stall og skæve snit.
Signaler: motorbelastning, vibration, skæretid.
Handlinger: tilsidesættelse af fremføring, planlægning af knivskift.
Typiske resultater: ligere snit, færre bladbrud, bedre effektivitet opstrøms.
Forudsiger klingeslid og optimerer tilspændingen i forhold til legeringens hårdhed; forhindrer stall og skæve snit.
Signaler: motorbelastning, vibration, skæretid.
Handlinger: tilsidesættelse af fremføring, planlægning af knivskift.
Typiske resultater: ligere snit, færre bladbrud, bedre effektivitet opstrøms.
3) Avancerede / Ikke-konventionelle processer (7)
1) Trådgnistning
- Hvad den gør: Skærer præcise 2D/3D-profiler via en bevægelig trådelektrode; fremragende til hårde materialer.
- Anvendelser: Matricer, stempler, ekstruderingsprofiler, sarte funktioner.
- Fordele: Fremragende præcision, fint snit, minimale grater.
- Ulemper: Langsommere end fræsning; kun ledende materialer; håndtering af omstøbte lag.
AI-hjælp:
Optimerer pulsparametre og trådspænding fra gnistsignatur for at afbalancere hastighed og finish.
Signaler: gnistgabspænding/strøm, brudhændelser, ledningsspænding.
Handlinger: pulsbredde/frekvensjustering, spændingskontrol.
Typiske resultater: hurtigere skæring, færre trådbrud, forudsigelig overflade.
Optimerer pulsparametre og trådspænding fra gnistsignatur for at afbalancere hastighed og finish.
Signaler: gnistgabspænding/strøm, brudhændelser, ledningsspænding.
Handlinger: pulsbredde/frekvensjustering, spændingskontrol.
Typiske resultater: hurtigere skæring, færre trådbrud, forudsigelig overflade.
2) ECM (elektrokemisk bearbejdning)
- Hvad den gør: Fjerner materiale uden mekanisk kontakt; gratfri komplekse hulrum.
- Anvendelser: Turbineblade, medicinske implantater, superlegeringer.
- Fordele: Ingen skærekræfter, gratfri, fantastisk til hårde legeringer.
- Ulemper: Elektrolythåndtering; overskæringskontrol; miljøhensyn.
AI-hjælp:
Lærer overskærings- vs. strøm-/flowmønstre; justerer automatisk spalte- og elektrolytparametre for dimensionsnøjagtighed.
Signaler: strømtæthed, flow/tryk, temperatur, pH.
Handlinger: gabregulering, flow-/temperatursætpunkter.
Typiske resultater: strammere tolerancer, højere repeterbarhed, reduceret spild.
Lærer overskærings- vs. strøm-/flowmønstre; justerer automatisk spalte- og elektrolytparametre for dimensionsnøjagtighed.
Signaler: strømtæthed, flow/tryk, temperatur, pH.
Handlinger: gabregulering, flow-/temperatursætpunkter.
Typiske resultater: strammere tolerancer, højere repeterbarhed, reduceret spild.
3) Lasermikrobearbejdning
- Hvad den gør: Producerer mikrohuller, render og teksturering med minimal HAZ (farligt luftindhold).
- Anvendelser: Medicinsk udstyr, mikrofluidik, elektronik.
- Fordele: Kontaktfri, høj præcision, komplekse mikrofunktioner.
- Ulemper: Termiske effekter ved fejljustering; optisk renlighed; reflekterende materialer kræver pleje.
AI-hjælp:
Styrer fokus/styrke/scannehastighed ved hjælp af synet af smeltebassin/røgsøjlen for at stabilisere fjernelsen og begrænse HAZ.
Signaler: kamera/pyrometer, tilbagerefleksion, røgsøjleintensitet.
Handlinger: strøm/scanningsoptimering, autofokus.
Typiske resultater: renere kanter, gentagelige dimensioner, mindre omarbejde.
Styrer fokus/styrke/scannehastighed ved hjælp af synet af smeltebassin/røgsøjlen for at stabilisere fjernelsen og begrænse HAZ.
Signaler: kamera/pyrometer, tilbagerefleksion, røgsøjleintensitet.
Handlinger: strøm/scanningsoptimering, autofokus.
Typiske resultater: renere kanter, gentagelige dimensioner, mindre omarbejde.
4) Slibende vandstråle (AWJ)
- Hvad den gør: Skærer metaller, kompositmaterialer, sten; god til varmefølsomme dele.
- Anvendelser: Paneler til luftfart, kompositmaterialer, specialprofiler.
- Fordele: Ingen HAZ, minimal forvrængning, materialeuafhængig.
- Ulemper: Konisk/forsinkelse for at kompensere; omkostninger ved håndtering af slibende slib.
AI-hjælp:
Forudsiger jetlag/tapering pr. hastighed og justerer bane/hastighed for at holde tolerancen, samtidig med at man sparer tid.
Signaler: tryk/flow, travershastighed, skærekvalitetskamera.
Handlinger: dynamisk hastigheds-/banekompensation.
Typiske resultater: reduceret konus, hurtigere skæring, renere kanter.
Forudsiger jetlag/tapering pr. hastighed og justerer bane/hastighed for at holde tolerancen, samtidig med at man sparer tid.
Signaler: tryk/flow, travershastighed, skærekvalitetskamera.
Handlinger: dynamisk hastigheds-/banekompensation.
Typiske resultater: reduceret konus, hurtigere skæring, renere kanter.
5) Ultralydsbearbejdning
- Hvad den gør: Mikroafskalning/erosion muliggør huller og former i glas/keramik.
- Anvendelser: Optik, keramik, medicinsk udstyr.
- Fordele: Lave kræfter, minimale revner, tætte funktioner.
- Ulemper: Håndtering af slam; langsommere end fræsning; værktøjsslid på sonotroder.
AI-hjælp:
Justerer amplitude/frekvens med feedback i realtid for at opretholde fjernelse af slibehastigheden uden mikrorevner.
Signaler: Akustisk respons, spindel-/aksebelastning, vision QC.
Handlinger: amplitude/frekvens-indstillingspunkter, dwell-kontrol.
Typiske resultater: færre defekter, mere stabil gennemløbshastighed, længere værktøjslevetid.
Justerer amplitude/frekvens med feedback i realtid for at opretholde fjernelse af slibehastigheden uden mikrorevner.
Signaler: Akustisk respons, spindel-/aksebelastning, vision QC.
Handlinger: amplitude/frekvens-indstillingspunkter, dwell-kontrol.
Typiske resultater: færre defekter, mere stabil gennemløbshastighed, længere værktøjslevetid.
6) Kryogen bearbejdning
- Hvad den gør: Retter kryostråler mod forskydningszonen for at stabilisere spåndannelse og hårdhed.
- Anvendelser: Ti, Inconel, hærdede ståltyper.
- Fordele: Mindre slid, bedre overflade, grønnere end kraftig oversvømmelse.
- Ulemper: Dyseintegration; kondens-/frosthåndtering.
AI-hjælp:
Optimerer kryoflow/dysevinkel vs. belastning/temperatur; undgår overkøling og bevarer værktøjets integritet.
Signaler: belastning/temperatur, flow/tryk, finishsensorer.
Handlinger: flowhastighed, dysevinkel, tilførselshætter.
Typiske resultater: længere levetid i Ti/Ni, ensartet Ra, færre termiske revner.
Optimerer kryoflow/dysevinkel vs. belastning/temperatur; undgår overkøling og bevarer værktøjets integritet.
Signaler: belastning/temperatur, flow/tryk, finishsensorer.
Handlinger: flowhastighed, dysevinkel, tilførselshætter.
Typiske resultater: længere levetid i Ti/Ni, ensartet Ra, færre termiske revner.
7) Additiv-subtraktiv (oversigt)
- Hvad den gør: Skifter mellem aflejring og skæring for effektivt at opnå kompleks geometri.
- Anvendelser: Reparation, konforme kanaler, topologioptimerede dele.
- Fordele: Færre opsætninger, materialebesparelser, geometrisk frihed.
- Ulemper: Kompleksitet af procesorkestrering; varmestyring.
AI-hjælp:
Planlægger bygge-/skærecyklusser ved hjælp af termiske og forvrængningsmodeller; holder dimensioner og finish på mål.
Signaler: smeltebassin/temperatur, forvrængningssensorer, belastninger.
Handlinger: interleave-timing, stijusteringer, in-situ inspektionsudløsere.
Typiske resultater: færre omarbejdningspas, forudsigelig nøjagtighed, kortere leveringstid.
Planlægger bygge-/skærecyklusser ved hjælp af termiske og forvrængningsmodeller; holder dimensioner og finish på mål.
Signaler: smeltebassin/temperatur, forvrængningssensorer, belastninger.
Handlinger: interleave-timing, stijusteringer, in-situ inspektionsudløsere.
Typiske resultater: færre omarbejdningspas, forudsigelig nøjagtighed, kortere leveringstid.
4) Hybrid og innovationer (2025)
1) Hybrid DED + 5-akset
- Hvad den gør: Afsætter næsten-netto-funktioner og bearbejder derefter til tolerance/sletbearbejdning uden emneoverførsel.
- Anvendelser: Reparation, ribber/kiler, konform køling, multimaterialeegenskaber.
- Fordele: Færre opsætninger, geometrisk frihed, integreret kvalitetssikring.
- Ulemper: Varme/forvrængning; proceskoordinering og kalibrering.
AI-hjælp:
Styrer smeltebassinet og planlægger nedskæringer med digital tvillingfeedback for at stabilisere dimensioner og mikrostruktur.
Signaler: poolkamera/pyrometri, aksebelastninger, in-situ metrologi.
Handlinger: DED-strøm/scanning, bearbejdningsfremføringer, interleave-timing.
Typiske resultater: dimensionsstabilitet, reduceret efterbearbejdning, bedre overflade.
Styrer smeltebassinet og planlægger nedskæringer med digital tvillingfeedback for at stabilisere dimensioner og mikrostruktur.
Signaler: poolkamera/pyrometri, aksebelastninger, in-situ metrologi.
Handlinger: DED-strøm/scanning, bearbejdningsfremføringer, interleave-timing.
Typiske resultater: dimensionsstabilitet, reduceret efterbearbejdning, bedre overflade.
2) HSM — Trochoidal fræsning
- Hvad den gør: Kurvede baner begrænser radial indgreb; tillader højere hastigheder i hårde legeringer.
- Anvendelser: Lommer/slidser i Ti/Inconel, hærdet stål.
- Fordele: Højere MRR med mindre værktøjsbelastning; bedre værktøjslevetid.
- Ulemper: CAM-kompleksitet; kræver præcis maskindynamik.
AI-hjælp:
Lærer maskinspecifikke stabilitetslapper at kende og modulerer tilspænding for at holde spåntykkelsen på tværs af krumningsændringer.
Signaler: vibrationskort, spindel-/aksebelastninger, banekrumning.
Handlinger: adaptiv fremføring/overgang; CAM-hintløkke.
Typiske resultater: hurtigere cyklusser, færre værktøjsfejl, ensartet finish.
Lærer maskinspecifikke stabilitetslapper at kende og modulerer tilspænding for at holde spåntykkelsen på tværs af krumningsændringer.
Signaler: vibrationskort, spindel-/aksebelastninger, banekrumning.
Handlinger: adaptiv fremføring/overgang; CAM-hintløkke.
Typiske resultater: hurtigere cyklusser, færre værktøjsfejl, ensartet finish.
3) AI-forstærket bearbejdning
- Hvad den gør: Sammenkobler sensordata for at forudsige problemer og anbefale korrigerende handlinger.
- Anvendelser: Enhver CNC-proces; bedste investeringsafkast på sværbearbejdelige legeringer og lange cyklusser.
- Fordele: Færre overraskelser, bedre konsistens, læring på tværs af job.
- Ulemper: Databeredskab, integration med ældre kontroller, modeldrift.
AI-hjælp:
Kantmodeller + cloud-genoptræning; lukker kredsløbet mellem sensorindsigt og sikre tilsidesættelser.
Signaler: vibrationer, belastninger, temperatur, finishmålinger.
Handlinger: tilsidesættelser, advarsler, CAM-feedback.
Typiske resultater: reduceret skrot, højere oppetid, stabil Ra.
Kantmodeller + cloud-genoptræning; lukker kredsløbet mellem sensorindsigt og sikre tilsidesættelser.
Signaler: vibrationer, belastninger, temperatur, finishmålinger.
Handlinger: tilsidesættelser, advarsler, CAM-feedback.
Typiske resultater: reduceret skrot, højere oppetid, stabil Ra.
4) Digital tvillingbearbejdning
- Hvad den gør: Simulerer og validerer værktøjsbaner, detekterer kollisioner, estimerer kræfter/udbøjning.
- Anvendelser: Dele af høj værdi, førstegangsproduktion, 5-aksede, hybridlinjer.
- Fordele: Højere "rigtig" resultater første gang, hurtigere idriftsættelse og sikrere ændringer.
- Ulemper: Data-/beregningsbehov; modelvedligeholdelse.
AI-hjælp:
Lærer af afvigelser mellem model og virkelighed for automatisk at justere modelparametre og opdatere skæreforhold.
Signaler: encoderdata, belastninger, metrologisk feedback.
Handlinger: parameteridentifikation, tilsidesættelsesråd.
Typiske resultater: strammere forudsigelse, færre nedbrud, hurtigere godkendelse.
Lærer af afvigelser mellem model og virkelighed for automatisk at justere modelparametre og opdatere skæreforhold.
Signaler: encoderdata, belastninger, metrologisk feedback.
Handlinger: parameteridentifikation, tilsidesættelsesråd.
Typiske resultater: strammere forudsigelse, færre nedbrud, hurtigere godkendelse.
5) Smarte/avancerede materialer (omtale)
- Hvad den gør: Udvider ydeevnen med ultrahårde eller graduerede egenskaber.
- Anvendelser: Luftfart, energi, medicin, elbiler
- Fordele: Styrke-/vægtøgning, multifunktionalitet.
- Ulemper: Uforudsigelighed i forbindelse med værktøjsslid; behov for adaptive strategier.
AI-hjælp:
Materialebevidste modeller vælger skæreforhold og kølestrategier pr. legering/kvalitet i realtid.
Se også: fuld vejledning i Avancerede materialer 2026.
Materialebevidste modeller vælger skæreforhold og kølestrategier pr. legering/kvalitet i realtid.
Se også: fuld vejledning i Avancerede materialer 2026.
6) Mikrofabrikation og medicinsk/aerodynamisk industri
- Hvad den gør: Skaber små kanaler/huller med mikrofræsere, EDM og laser.
- Anvendelser: Stents, mikrofluidika, sensorer.
- Fordele: Høj præcision i lille skala.
- Ulemper: Værktøjsskørhed, metrologiske krav, termiske effekter.
AI-hjælp:
Registrerer grat-/termiske risici fra vision og belastningssignaler; justerer hastighed og overgang automatisk.
Signaler: højhastighedssyn, nano-vibration, belastning.
Handlinger: mikro-feed/step-over, pause/dvæle-strategier.
Typiske resultater: færre grater, højere udbytte, gentagelige dimensioner.
Registrerer grat-/termiske risici fra vision og belastningssignaler; justerer hastighed og overgang automatisk.
Signaler: højhastighedssyn, nano-vibration, belastning.
Handlinger: mikro-feed/step-over, pause/dvæle-strategier.
Typiske resultater: færre grater, højere udbytte, gentagelige dimensioner.
5) AI-opskrifter, der gør forskellen (3)
CAM-promptkort — Værktøjsstioptimering
"Analyser G-kodesegmenter; foreslå tilspændingsoverstyringer, hvor krumningen er høj; hold spindel S fast; sigt efter en reduktion af cyklustiden på >10% uden vibrationer."
"Analyser G-kodesegmenter; foreslå tilspændingsoverstyringer, hvor krumningen er høj; hold spindel S fast; sigt efter en reduktion af cyklustiden på >10% uden vibrationer."
Minimalt dataskema (workshop)
JobID, Del, Materiale, Maskine, Værktøj, S, F, ap, ae, Kølevæske, Spindeltemp., Spindelstrøm, VibX/Y/Z, Cyklustid, Værktøjsslid, Ra, Kritisk Tol, Skrot (0/1)
JobID, Del, Materiale, Maskine, Værktøj, S, F, ap, ae, Kølevæske, Spindeltemp., Spindelstrøm, VibX/Y/Z, Cyklustid, Værktøjsslid, Ra, Kritisk Tol, Skrot (0/1)
Prædiktiv pipeline
Sensorer → Kantmodel → Dashboard → Operatørfeedback-loop (“OK / Støj / Brud”). Start med 1-2 pilotmaskiner.
Sensorer → Kantmodel → Dashboard → Operatørfeedback-loop (“OK / Støj / Brud”). Start med 1-2 pilotmaskiner.
6) Fremtidige processer og tendenser i 2026
AI-native bearbejdning og selvoptimerende værktøjer
Digital Twin & Industrial Metaverse
Næste generations hybridmaskiner og materialer
Bæredygtig / Grøn bearbejdning
Nye bearbejdningsoperationer (2026+)
- Neuromorfisk fremstilling: Hjerneinspirerede kontrolløkker med ultralav latenstid.
- Kryogen hybrid drejning: LN₂ mikrokøling til Ti/Ni med hybridceller.
- Laserassisteret ultralydsbearbejdning: termisk blødgøring + højfrekvent vibration.
- Mikro-EDM med AI-pulsformning: funktioner på under 10 µm, forbedret stabilitet.
7) Hurtige referencetabeller
| Behandle | Typisk Ra (μm) | Tolerance (IT) | Materialer |
|---|---|---|---|
| Drejning (finish) | 0,8–1,6 | IT7–IT9 | Stål, Aluminium, Messing |
| Overfladeslibning | 0,2–0,4 | IT6–IT7 | Hærdede stål, Karbider |
| Trådgnist | 0,3–0,8 | IT5–IT7 | Værktøjsstål, Karbider, Nikkellegeringer |
| ECM | 0,3–0,8 | IT5–IT7 | Nikkellegeringer, HEA'er |
| HSM Trochoidal | 0,4–0,8 | IT7 | Titanium, Inconel, MMC'er |
Fuld materialevejledning (bearbejdelighed, køling, værktøjsfremstilling) i vores Avancerede materialer 2026 artikel.
Relateret: Avancerede materialer 2026 — Udfordringer og håndbog inden for bearbejdning
Udforsk HEA'er, MMC'er, FGM'er, smarte og genbrugslegeringer — med praktiske noter om bearbejdelighed, kølestrategier, værktøj og QA-kontrolpunkter.
Åbn materialeguiden →