Avancerade material 2026 — Utmaningar och tillverkningsstrategier inom CNC-bearbetning
Från stål och aluminium till HEA, MMC, FGM, smarta material och metamaterial, den här guiden förklarar egenskaper, bearbetningsbeteende, AI-assisterade strategieroch Trender 2026Kompletterar Bearbetningsprocesser 2025–2026 artikel. Den här guiden är viktig för ingenjörer och köpare som letar efter anpassade CNC-bearbetningstjänster för olika material, som Stål, aluminium, mässing, koppar, titan, Inconel, HEA, MMC, FGM, intelligenta och minnesmaterial och många andra..
Innehållsförteckning: Avancerade material och CNC-bearbetningsstrategier
Varför avancerade material är viktiga: Utsikter för CNC-bearbetning och tillverkning 2026
Avancerade material omformar designhöljen och CNC-bearbetning strategier. Utöver kostnad eller styrka optimerar team nu för temperaturstabilitet, korrosion, vikt, multifunktionalitetoch hållbarhetBearbetning måste hålla jämna steg: hybridprocesser, kryogen kylningoch AI-assisterad kontroll håller på att bli standardpraxis.
- Viktiga krafter: flyg- och rymdfarts-/elfordonsprestanda, hållbarhetsmandat, utbudsvolatilitet.
- Skift på verkstadsgolvet: från fasta "matningar och hastigheter" till adaptiv bearbetning informerad av sensorer och digitala tvillingar.
1) Stål: Grundmaterial för CNC-bearbetning och industriella tillämpningar
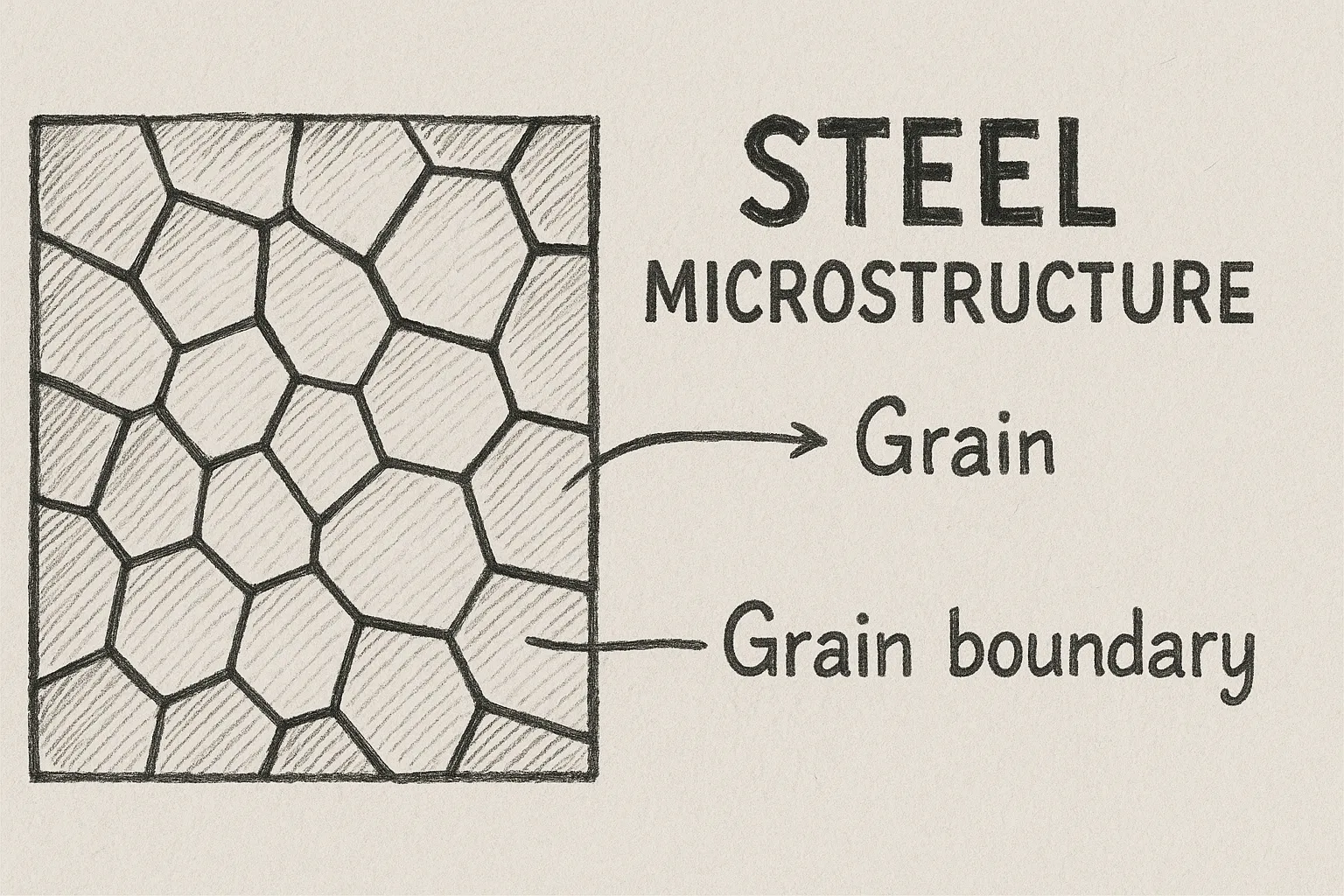
- Beskrivning: ”Stål” är mestadels järn med kontrollerat kol och legeringsämnen som krom eller nickel. Genom att ändra dessa mängder och värmebehandlingen kan vi göra stål mjukare/lättare att bearbeta eller mycket starka/hårda för verktyg och konstruktioner.
- Viktiga egenskaper: ρ 7,7–7,9 g/cm³; hårdhet 150–300 HV (bearbetad); värmeledningsförmåga 45–60 W/m·K; brett hållfasthetsintervall.
- Utmaningar vid bearbetning: Deformationshärdning i vissa rostfria kvaliteter; eggbildning på kolstål; vibrationer på långa delar.
- Rekommenderad strategi: Belagd hårdmetall, flödning/MQL; stabil fixtur; anpassningsbara matningar för att undvika vibrationer; rostfritt stål → skarp geometri + skärvätskefokus.
- Användningsområden: Bilramar, maskinbaser, axlar, allmän hårdvara.
- Anmärkning om leveranskedjan: Kostnadseffektiv inköp från EU:s nearshoring-partners (Rumänien) för specialanpassade industridelar.
2) Aluminium: Höghastighets CNC-fräsning för lätta precisionskomponenter
- Beskrivning: Aluminiumlegeringar är aluminium blandat med element som magnesium, kisel eller zink. De är lätta, bearbetas mycket snabbt och leder värme bra – utmärkta för lätta strukturer och kylflänsar.
- Viktiga egenskaper: ρ 2,7–2,9 g/cm³; k 120–200 W/m·K; bearbetbarhetsindex ≥1,0; god korrosionsbeständighet (beroende på serie); låg densitet.
- Utmaningar vid bearbetning: Eggspåverkan (material som fastnar på verktyget), grader, tunnväggig nedböjning.
- Rekommenderad strategi: Skarp positiv spåna, polerade/DLC-verktyg, hög ythastighet, MQL/fin flödning; stöd för tunna sektioner; flikade arbetsspännen för tunna sektioner.
- Användningsområden: Flyg- och rymdkonstruktioner, höljen för elbilar, värmeväxlare, precisionsramar.
- Observera gällande leveranskedjan: Höghastighetsbearbetningskapacitet för komplexa delar (t.ex. kylflänsar, elbilshöljen) tillgänglig via den europeiska leveranskedjan.
3) Mässing och koppar: CNC-bearbetning för högkonduktiva och korrosionsbeständiga delar
- Beskrivning: Mässing är koppar + zink; det skärs lätt och är vanligt förekommande i kopplingar och kontakter. Koppar är mycket ledande men "kladdigt" vid skärning – kräver vassa verktyg och god smörjning.
- Viktiga egenskaper: Mässing ρ ~8,4 g/cm³; k ~110 W/m·K; bearbetbarhet ~1,2. Koppar: mycket hög konduktivitet, mjuk/duktil.
- Utmaningar vid bearbetning: Koppargrader och verktyg som fastnar; Pb-fri mässing kan vara lite svårare att bearbeta.
- Rekommenderad strategi: Mycket vassa verktyg, lätta fz, rent smörjmedel, planerad gradning; för koppar, använd polerade kanter och kylvätskekontroll; smörjmedel och skarp geometri är avgörande.
- Användningsområden: Elektriska kontakter, värmeväxlardelar, ventiler, instrumentering.
- Observera gällande leveranskedjan: Tillförlitlig leverans av högvolymer av specialsvarvade/frästa detaljer via nearshoring-partners.
4) Härdade stål: Hårdsvarvning och precisionsslipning
- Beskrivning: Härdade stål är stål som värmebehandlats för att bli mycket hårda för slitstyrka. De används i formar, matriser och precisionsstyrningar och kräver vanligtvis slipning eller speciella skärverktyg för att finslipa.
- Viktiga egenskaper: 50–64 HRC; låg duktilitet; k ~20–30 W/m·K.
- Utmaningar vid bearbetning: Slipbränna, mikrosprickor, kvarvarande spänningar; långsam materialavverkning.
- Rekommenderad strategi: CBN-hårdsvarvning när det är möjligt; slipning med akustisk emission (AE) som understödd slipning; noggrann kylning och gnistavgivning; kontroll av kylvätskan.
- Användningsområden: Matrisytor, styrningar, skär med högt slitage.
- Anmärkning gällande leveranskedjan: Tillgång till specialiserad slip-/svarvningskapacitet för verktygskomponenter med hög tolerans.
5) Verktygsstål: Bearbetning för formar, stansar och slitinsatser
- Beskrivning: Verktygsstål (M2, D2, A2 etc.) innehåller mycket hårdmetaller som håller eggarna vassa vid hög temperatur. Utmärkta för tillverkning av verktyg, formar och stansar.
- Viktiga egenskaper: Utmärkt varmhårdhet och slitstyrka; måttlig värmeledningsförmåga; värmebehandlingsrespons.
- Utmaningar vid bearbetning: Termisk sprickbildning; omgjutning av gnistbildning; grader i seghetsgrad.
- Rekommenderad strategi: Tråd-/sänkgnistning för form, slipning för ytbehandling, spänningsavlastningscykler, noggrann polering; noggrann polering.
- Användningsområden: Matriser, stansar, formar, slitinsatser.
- Anmärkning om leveranskedjan: Inköp av specialiserade verktygsstålskomponenter för DACH/EU-kunder.
6) Karbider (cementerade): Gnistgnistning och precisionsslipning för specialverktyg
- Beskrivning: ”Harbid” är en komposit: mycket hårda volframkarbidkorn limmade med ett koboltbindemedel. Det är så hårt att vi normalt slipar eller gnistar det istället för att skära med vanliga verktyg.
- Viktiga egenskaper: Extremt hård (verktygsklass); spröd; låg slipbarhet.
- Utmaningar vid bearbetning: Mikrosprickor, värmesprickor, långsam borttagningshastighet.
- Rekommenderad strategi: Harts-/cBN-skivor med AE-baserad putsning; pulsavstämd gnistgnist; laserpolering av kanter; laserpolering av kanter.
- Användningsområden: Skärinsatser, slitplattor, matriser.
- Anmärkning om leveranskedjan: Tillgång till gnistgnist och precisionsslipning för hårdmetallverktyg och slitdelar.
7) Nickellegeringar och superlegeringar (Inconel, Waspaloy, René): Avancerade CNC-strategier för högtemperaturkomponenter

- Beskrivning: Nickelsuperlegeringar är baserade på nickel, krom och kobolt. Små, ordnade partiklar som kallas gammaprim (γ′, en intermetallisk fas) förstärker legeringen vid hög temperatur, vilket är anledningen till att de överlever inuti jetmotorer.
- Viktiga egenskaper: Mycket hög varmhållfasthet; k ~10–15 W/m·K; stark deformationshärdning.
- Utmaningar vid bearbetning: Snabb värmeutveckling, skår-/verktygsslitage, spånsvetsning.
- Rekommenderad strategi: Kryogen eller högtryckskylvätska, HSM med konstant inkoppling, liten luftgenomströmning/lufttryck, adaptiv peckborrning; högtryckskylvätska.
- Användningsområden: Turbiner, förbränningskammare, hetgaskomponenter.
- Anmärkning om leveranskedjan: Specialiserad kapacitet för komplexa delar av högt värde i nickel-superlegeringar (flyg- och rymdfart/energi).
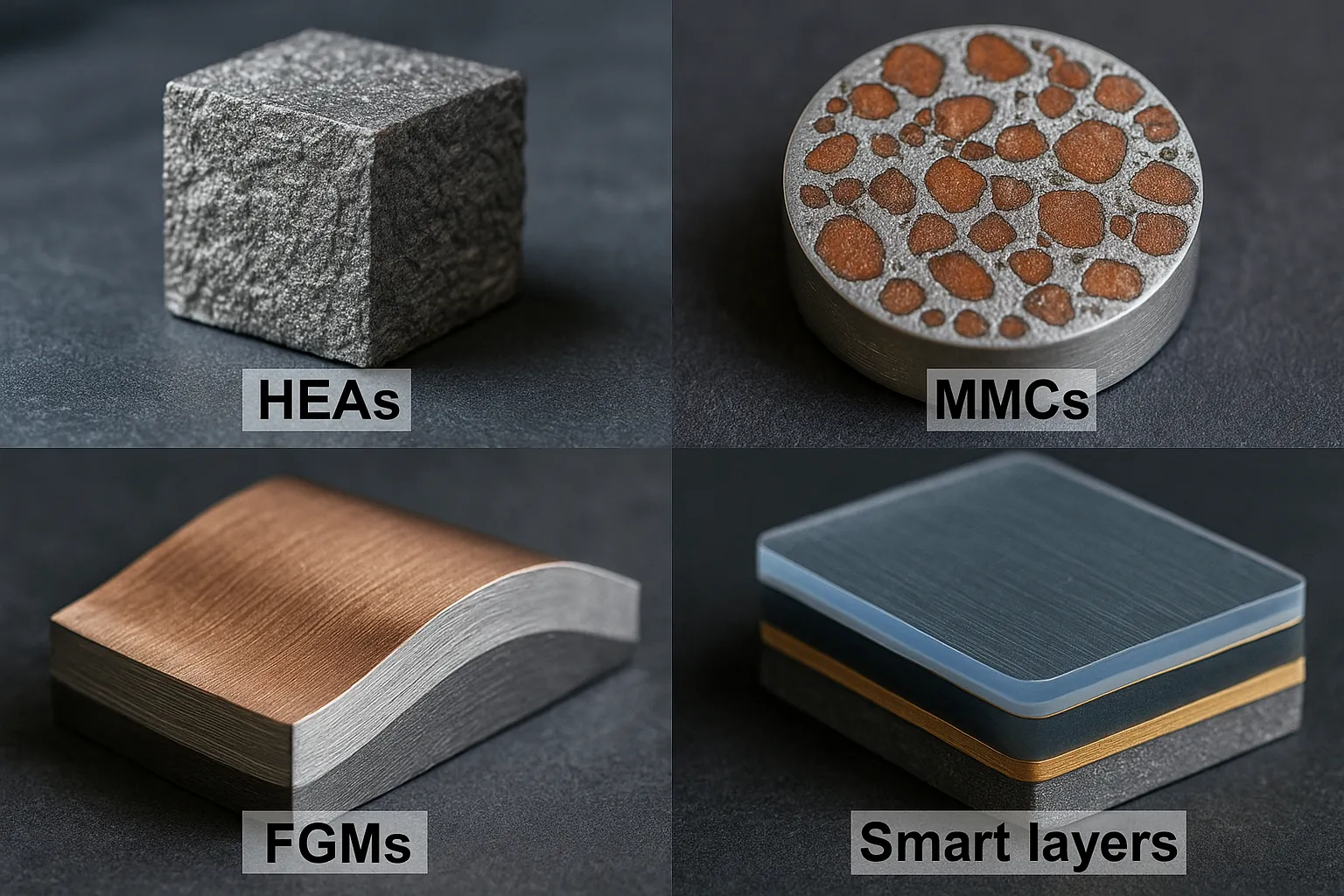
8) Högentropilegeringar (HEA): Utmaningar och strategier vid bearbetning

- Beskrivning: HEA blandar flera huvudelement (inte bara en bas) så att legeringen bildar stabila strukturer (FCC/BCC). Genom att finjustera blandningen kan vi rikta in oss på seghet, hållfasthet eller prestanda vid låg temperatur.
- Viktiga egenskaper: Hög hållfasthet/seghet; måttlig konduktivitet; fasberoende beteende.
- Utmaningar vid bearbetning: Variabel spånbildning; slitaget beror på faser; värmehantering är nyckeln; hög deformationshärdning.
- Rekommenderad strategi: Belagd hårdmetall/PCBN; kryo- eller kontrollerad MQL; konservativ ingrepp; efterpolering; efterpolering vid behov.
- Användningsområden: Energi, flyg- och rymdteknik, kryogena delar, forskningsverktyg.
- Anmärkning om leveranskedjan: Anskaffning av avancerad materialbearbetningskapacitet för FoU och specialiserade industriella tillämpningar.
9) Titanlegeringar: CNC-bearbetning för delar med hög specifik hållfasthet och biokompatibla delar

- Beskrivning: Titanlegeringar (som Ti-6Al-4V) kombinerar låg vikt med hög hållfasthet. De leder inte värme bra, så värmen stannar kvar nära skäreggen – vilket gör bearbetningen svår.
- Viktiga egenskaper: ρ 4,4–4,6 g/cm³; mycket lågt k-värde ~7 W/m·K; stark även när det är varmt; hög specifik hållfasthet.
- Utmaningar vid bearbetning: Verktygsuppvärmning, spånsvetsning (BUE), tunnväggig nedböjning.
- Rekommenderad strategi: Skarp positiv lutning; kort konstant inkoppling; LN₂/MQL; försiktig överkörning; konstant inkoppling (HSM).
- Användningsområden: Flygkroppar, implantat, höghållfasta fästelement.
- Anmärkning om leveranskedjan: Högprecisionstitanbearbetning för medicinska och flyg- och rymdkomponenter.
10) Inconel (nickelbaserat): Avancerade bearbetningsstrategier
- Rekommenderad strategi: Kryogen svarvning/fräsning; liten ae/ap; adaptiv peckborrning; noggrann gradning/polering.
11) MMC:er — Metallmatriskompositer: PCD-bearbetning för slitstarka komponenter

- Beskrivning: MMC är metaller med hårda keramiska partiklar inuti. Partiklarna ger styvhet och slitstyrka – men de slipar också bort ditt skärverktyg som sandpapper.
- Viktiga egenskaper: Densitet nära matrisen; hårdhet ↑ med förstärkning; anisotropi möjlig.
- Utmaningar vid bearbetning: Verktygsnötning, eggflisning, ytskador; hög slipkraft.
- Rekommenderad strategi: PCD-/diamantverktyg; mycket liten spåntjocklek; ultraljudsassisterad skärning; polering/mikrognistbehandling; ultraljudsassisterad skärning.
- Användningsområden: Bromsdelar, bärpaneler, slitbelägg.
12) Magnesiumlegeringar (AZ31, AZ91): Höghastighetsbearbetning och säkerhet

- Beskrivning: Smidda och pressgjutna Mg-legeringar (AZ31/AZ91) används där massreduktion är avgörande.
- Viktiga egenskaper: ρ ≈ 1,8 g/cm³, hög dämpning, god värmeledningsförmåga, korrosionsbenägen; spån är brännbara.
- Utmaningar vid bearbetning: Risk för spånantändning, grader, eggslitningar vid borrning, mjuk yta som lätt skadas.
- Rekommenderad strategi: Vassa verktyg (mikrokornkarbid; PCD för finbearbetning), stor spåna; hög spånac, måttlig fz; torr/MQL med aggressiv spånavgång; peckborrning; typ-D-släckare och dedikerad spånuppsamling.
- Användningsområden: Elektroniska höljen, mobilitetsfästen, robotteknik, lättviktsramar.
- Anmärkning om leveranskedjan: AZ31 vanlig i plåt/stång; AZ91 mestadels pressgjuten; skydda mot korrosion; hantera spånor enligt säkerhetsstandarder.
13) Kobolt-krom (Co-Cr): Slitstarka legeringar för medicinska och turbomaskiner


- Beskrivning: Co-Cr speciallegeringar för dentala/ortopediska delar och roterande hårdvara som tål höga temperaturer.
- Viktiga egenskaper: Hög varmhårdhet, kraftig deformationshärdning, lågt k (värmepålar vid kanten), utmärkt korrosion/biokompatibilitet.
- Utmaningar vid bearbetning: Flank-/skårslitage, termiska skador, vibrationer från smala verktyg; abrasiva korta flisor.
- Rekommenderad strategi: Submikronkarbid/PCBN; AlTiN/TiAlN-beläggningar; lägre vc, högre fz att skära inte gnugga; liten ae; flerstråle-HPC; skonsam gradning + mikrofinish.
- Användningsområden: Kronor/distanser, turbinkomponenter, ventiler, pumpdelar.
- Anmärkning om leveranskedjan: Medicinska certifieringar (t.ex. ASTM F75); gjutgods kontra PM-metoder; ledtider för udda diametrar.
14) Teknisk keramik (Si3N4, SiC, Al2O3): Diamantslipning och ultraljud
- Beskrivning: Strukturkeramik som används där metaller brister vid slitage/temperatur.
- Viktiga egenskaper: Mycket hög hårdhet och modul; oxidationsbeständighet; begränsad seghet (risk för sprödbrott).
- Utmaningar vid bearbetning: Mikrosprickbildning/flisning, låg MRR med konventionell skärning, krav på kylvätskefiltrering.
- Rekommenderad strategi: Oljebaserad diamantslipning; krypmatning för volym; ultraljudsassisterad eller mikrofräsning med bunden diamant; små fz, filtrerad kylvätska; tändningslås för integritet.
- Användningsområden: Styrningar/rullar, pumpkomponenter, termiska sköldar, verktyg för höga temperaturer.
- Anmärkning om leveranskedjan: Nettoformpress/sintring + finslipning; långa ledtider för täta ämnen och diamantskivor.
15) Högpresterande polymerer (PEEK, PEI/ULTEM, PAEK): Renskärning och temperaturkontroll

- Beskrivning: Högtemperaturpolymerer som ersätter metall i viktkritiska system.
- Viktiga egenskaper: Hög Tg/Tm, god dimensionsstabilitet, vibrationsdämpning; egenskaper förändras med värme/fukt.
- Utmaningar vid bearbetning: Smältning/utsmetning, mjuka grader och suddiga kanter, termisk deformation.
- Rekommenderad strategi: Knivskarpa verktyg med polerade eggar (obelagd hårdmetall; diamant för ytbehandling); måttlig vc, tillräcklig fz; luft-/MQL-kylning; stort frirum; förtorkat material (80–120 °C).
- Användningsområden: Aerodynamiska interiörer, medicintekniska produkter (ej implantat), elektrisk isolering och höljen.
- Anmärkning om leveranskedjan: Spårbarhet av partier; fyllda sorter (GF/CF) ändrar skärfönster och verktygsval.
16) Fiberkompositer (CFRP/GFRP och staplar): Delamineringsfri borrning och fräsning


- Beskrivning: UD/vävda CFRP/GFRP-laminat med polymermatriser; inkluderar Ti/Al-staplar inom flyg- och rymdteknik.
- Viktiga egenskaper: Anisotropi, skiktad struktur, hög slipförmåga, tendens till delaminering och fiberutdragning.
- Utmaningar vid bearbetning: Delaminering vid in-/utträde, snabbt verktygsslitage, fint damm (HSE), termiska skador på skorstenar.
- Rekommenderad strategi: PCD/diamantbelagda fräsar; speciella borrspetsar (spetsar/hög spetsvinkel); offerstöd; hög vc, måttlig fzHEPA-extraktion; för Ti/CFRP-stackar, använd stegvisa operationer eller hybridverktyg.
- Användningsområden: Aerodynamiska skins, ribbor, lätta bildelar, sportutrustning, robotarmar.
- Anmärkning om leveranskedjan: Snäv tolerans för skikttjocklek; batchvariationer; säkerhetsdatablad och dammkontroll krävs.
17) FGMs — Funktionellt graderade material: Adaptiv CNC-bearbetning

- Beskrivning: FGM-material ändrar sammansättning gradvis från ena sidan till den andra, som metall på ena sidan och keramik nära ytan. På så sätt kan man få styrka där det behövs och slitage-/värmebeständighet där det är viktigt.
- Viktiga egenskaper: Hårdhet/duktilitet varierar med djupet; lokal värmeledningsförmåga förändras.
- Utmaningar vid bearbetning: Skärkraftshopp vid gränssnitt; oförutsägbara slitagezoner; kompositionsgradient.
- Rekommenderad strategi: Skiktmedvetna matningar; kartbaserad efterbehandling; in-situ-inspektion (vision/AE); kartbaserad efterbehandling.
- Användningsområden: Termiska barriärer, slitageklassade tätningar, biomedicinska stammar.
18) Smarta och självkännande material: Lågspänningsbearbetning

- Beskrivning: ”Smarta material” ändrar form eller egenskaper när de stimuleras – som formminneslegeringar som återgår till en förinställd form när de upphettas, eller piezomaterial som skapar spänning under stress (och tvärtom).
- Viktiga egenskaper: Stimuli-känslig; ofta temperaturkänslig; kan självkänna belastning eller värme.
- Utmaningar vid bearbetning: Överhetta eller överbelasta dem inte under skärning; behåll deras funktion intakt.
- Rekommenderad strategi: Laser-/gnist-/ultraljudsbehandling; skonsamma fixturer; inställda temperatur-/vibrationsgränser; laser-/gnist-/ultraljudsbehandling.
- Användningsområden: Ställdon, adaptiva strukturer, medicintekniska produkter.
- Anmärkning om leveranskedjan: Specialiserad lågspänningsbearbetning och ytbehandling för funktionella komponenter.
19) Återvunna och hållbara legeringar: Maskinbearbetning och spårbarhet
- Beskrivning: Dessa är legeringar tillverkade av återvunnet skrot. Sammansättningen kan variera något mellan batcher, så skärbeteendet (flisor/finish) kan också variera något.
- Viktiga egenskaper: Nästan primär prestanda; variationen beror på sortering/förädling.
- Utmaningar vid bearbetning: Förutsägbar Ra/IT; batch-till-batch-justering; certifieringsbehov.
- Rekommenderad strategi: Inline-spektroskopi → AI-kvalitetsmärkning → matchande skärparametrar; robust avgradnings-/finishplan; AI-kvalitetsmärkning.
- Användningsområden: Allmän tillverkning, konstruktionsdelar, fixturer, ekoproduktlinjer.
- Anmärkning om leveranskedjan: Adaptiva bearbetningsstrategier för materialvariabilitet i hållbara leveranskedjor.
20) Metamaterial och arkitektoniska gitter: Efterbehandling och ytbehandling

- Beskrivning: Metamaterial är strukturer där geometri (små upprepade celler) styr beteende – som hög styvhet i förhållande till vikt eller ljudabsorption – mer än kemi gör.
- Viktiga egenskaper: Ultralätta, anisotropa, tunna stag; funktion bestämd av celldesignen.
- Utmaningar vid bearbetning: Sköra stöttor, åtkomst för verktyg, stöd och efterbehandling.
- Rekommenderad strategi: Skonsamma spånbelastningar; media/slipmedelsbehandling; hybrid DED-reparation + finfräs; hybrid DED-reparation.
- Användningsområden: Flygpaneler, energiabsorbenter, implantat.
- Anmärkning om leveranskedjan: Expertis inom efterbehandling av additiv tillverkning (AM) av delar och arkitektoniska gitter.
21) Nanostrukturerade och amorfa legeringar: Högprecisions CNC-finish för avancerade egenskaper

- Beskrivning: Amorfa (glasmetall-)legeringar har inget kristallmönster; nanostrukturerade metaller har mycket små korn. Båda kan vara mycket starka och ge släta ytor om man undviker att värma dem för mycket.
- Viktiga egenskaper: Hög hårdhet/hållfasthet; lågt k-värde; risk för kristallisering vid överhettning.
- Utmaningar vid bearbetning: Värmeinducerad egenskapsförlust; mikrosprickbildning; kristallisationsrisk.
- Rekommenderad strategi: Kryogen skärning eller lågvärmeskärning; finbehandling (slipning/polering); laserpolering för optik; laserpolering för optik.
- Användningsområden: Precisionsväxlar, optiska fästen, medicinska verktyg.
- Anmärkning gällande leveranskedjan: Högprecisionsbehandling av amorfa och nanostrukturerade komponenter.
22) Bioinspirerade och anpassningsbara material: Skonsam bearbetning för funktionell integritet
- Beskrivning: Dessa material kopierar knep från naturen – som lager, fibrer eller mikrokanaler – för att motstå skador eller transportera vätskor. Vissa kan till och med självläka små sprickor.
- Viktiga egenskaper: Skadetålighet, dämpning, ibland aktiv respons.
- Utmaningar vid bearbetning: Behåll funktionerna intakta (krossa inte kanaler; undvik värme som förstör polymerer); funktionell integritet.
- Rekommenderad strategi: Skonsam borttagning (MQL/ultraljud/laser), mjuka klämmor, funktionstester efter bearbetning; funktionstester efter bearbetning.
- Användningsområden: Säkerhetsstrukturer, biomedicinska produkter, smarta verktyg.
- Anmärkning om leveranskedjan: Skonsam bearbetning för att bevara inbäddade funktioner i bioinspirerade och adaptiva material.
23) Ytbeläggningar (DLC, TiAlN, etc.): Precisionsbehandling
- Beskrivning: Beläggningar är ultratunna lager som läggs på en yta (som TiAlN eller DLC) för att minska friktion eller motstå värme/slitage. Tricket är att matcha beläggningen med basmaterialet så att den inte flagnar av.
- Viktiga egenskaper: Mycket hård, tunn; möjlig sprödhet; termisk obalans med underlaget.
- Utmaningar vid bearbetning: Kantflisning, delaminering, värme vid gränssnittet.
- Rekommenderad strategi: Lågspänningsskärning; vassa verktyg; vibrationsövervakning; mikrofinishsteg; vibrationsövervakning.
- Användningsområden: Verktyg, motordelar, medicinska instrument.
- Anmärkning om leveranskedjan: Precisionsbehandling och beläggning av slitstarka delar.
24) Intelligenta och minnesbaserade material — Gränsen för 2026+: Hybrid CNC-bearbetning och funktionell integritet

- Beskrivning: Inkluderar formminneslegeringar/polymerer (kommer ihåg en form vid uppvärmning), programmerbara metamaterial, neuromorfa oxider och hydrogeler som "lär sig" upprepade stimuli. Tänk dig material som fungerar som små sensorer/ställdon med inbyggt minne.
- Viktiga egenskaper: Stimuli-responsiv, tillståndsminne, potentiell självjustering.
- Utmaningar vid bearbetning: Mycket känslig för temperatur/belastning; måste bevara funktionen under bearbetning; tillståndsminne.
- Rekommenderad strategi: Hybridformning (laser/ultraljud/gnistborttagning); gränsvärden för realtidstemperatur/vibrationer; funktionstester på plats; funktionstester på plats.
- Användningsområden: Mjuk robotik, adaptiva strukturer, implantat, smarta dämpare.
- Anmärkning om leveranskedjan: Gränsledande bearbetningsmöjligheter för nästa generations intelligenta material.
Jämförande egenskapstabell: Avancerad materialreferens för CNC-operatörer
| Material | Densitet (g/cm³) | Hårdhet (HV) | Värmeledningsförmåga. (W/m·K) | Maskinbarhetsindex* |
|---|---|---|---|---|
| Aluminium 7075 | 2.8 | 150 | 130 | 1.0 |
| Mässing (CuZn37) | 8.4 | 100 | 110 | 1.2 |
| Stål AISI 1045 | 7.8 | 180 | 50 | 0.8 |
| Härdat stål (60 HRC) | 7.9 | 700 | 25 | 0.3 |
| Inconel 718 | 8.2 | 420 | 12 | 0.25 |
| Titan Ti-6Al-4V | 4.5 | 340 | 7 | 0.35 |
| HEA (CoCrFeNiMn) | 7.9 | 320 | 15 | 0.35 |
| MMC (Al-SiC 20%) | 2.9 | 250 | 120 | 0.45 |
| Amorf legering | 6.9 | 600 | 10 | 0.20 |
*Index relativt fribearbetat stål ≈ 1,0. Värdena är vägledande intervall; förfina per specifik kvalitet/specifikationsblad.
Framtida trender 2026: AI-integration och adaptiv CNC-bearbetning
- Kryogen hybridbearbetning: LN₂-strålar för Ti/HEA → −40% verktygsslitage, stabil Ra.
- Laserassisterad ultraljudsfräsning: värmemjukgöring + vibration → keramik/MMC aktiverade.
- Neuromorfiska kontrollslingor: spindelnära modeller undertrycker vibrationer på millisekunder.
- Hållbar MQL 2.0: biobaserade kylvätskor, låg VOC, bättre restbeteende.
- Självlärande digitala tvillingar: Modell-verklighetsdelta justerar flöden automatiskt, minskar risken för första angrepp.
Se även: Bearbetningsprocesser 2025–2026 — Komplett illustrerad guide (AI och hybrid)
Process-först-referens med foton, WEBP-scheman, AI-recept, hybrid/2025-innovationer och snabbtabeller.
Öppna bearbetningsguiden →
Vanliga frågor (FAQ) om avancerad materialbearbetning
- F: Vilken är den största utmaningen vid bearbetning av avancerade material (t.ex. Inconel, titan)?
A: Den största utmaningen är att hantera värme och verktygsslitage. Avancerade material, särskilt superlegeringar, har låg värmeledningsförmåga, vilket koncentrerar värmen i verktyget och arbetsstycket, vilket leder till snabbt verktygsslitage och risk för materialskador.
- F: Vad är "deformationshärdning" och hur påverkar det CNC-bearbetning?
A: Deformationshärdning är när ett material blir hårdare och starkare när det deformeras (skärs). Detta är vanligt i rostfria stål och nickellegeringar. Om verktyget inte skär under det deformationshärdade lagret slits det ut snabbt. Den rekommenderade strategin är höga matningshastigheter och hög maskinstyvhet.
- F: Varför är kryogen bearbetning nödvändig för nickel- eller titanlegeringar?
A: Kryogen bearbetning (med flytande kväve) minskar temperaturen i skärzonen drastiskt. Detta bidrar till att: 1) Förhindra att material fastnar på verktyget (eggbildning). 2) Förbättra verktygens livslängd. 3) Bibehålla detaljens dimensionsstabilitet.
- F: Vilka är fördelarna med att använda CNC-fräsning för metamaterial och gitterstrukturer?
A: Metamaterial och gitterstrukturer är extremt ömtåliga. Högprecisions-CNC-fräsning med 5 axlar är avgörande för efterbehandling av additiv tillverkning (AM)-delar, vilket säkerställer minimal materialborttagning och ytbehandling av kritiska ytor utan att skada de känsliga interna strukturerna.
- F: Vilka typer av verktyg används för bearbetning av MMC (metallmatriskompositer)?
A: MMC-skivor är mycket slipande på grund av keramiska partiklar (t.ex. SiC). Superslipande verktyg, som t.ex. PCD (polykristallin diamant), är nödvändiga för att förhindra snabbt slitage av hårdmetallverktyg.
- F: Hur kan spårbarhet säkerställas vid bearbetning av återvunna legeringar?
A: Spårbarhet säkerställs genom inline-spektroskopi och AI-baserade sorteringssystem. Dessa tekniker övervakar materialsammansättningen i realtid för att justera skärparametrar och bibehålla kvaliteten trots batchvariationer.
- F: Vad är "adaptiv CNC-bearbetning" i samband med avancerade material?
A: Adaptiv CNC-bearbetning innebär att sensorer (för vibration, temperatur, kraft) används för att automatiskt justera matningshastighet och skärdjup under processen. Detta är avgörande för funktionellt graderade material (FGM) eller legeringar med oförutsägbart beteende.
- F: Vilken roll spelar trådgnist (elektrourladdningsbearbetning) vid bearbetning av hårda material?
A: Trådgnistning används för att skära extremt hårda material (t.ex. hårdmetaller, härdade stål) utan mekanisk kontakt. Den är idealisk för att uppnå komplexa geometrier, skarpa hörn och högprecisionsytor utan att orsaka spänningar eller mikrosprickor.
- F: Var kan jag få CNC-bearbetningstjänster för specialbearbetning av delar baserat på en ritning, med hjälp av dessa avancerade material?
A: Inotech bearbetning erbjuder projektledning och förmedlingstjänster, vilket underlättar bearbetning av specialbearbetningar baserat på ritningar. Vi kopplar samman EU-kunder (DACH, Frankrike, Norden) med leverantörer av högprecisionstillverkning i Rumänien, vilket säkerställer kvalitet och kostnadseffektivitet för ett brett utbud av material, inklusive avancerade.
Referenser och vidare läsning — Avancerat material
Handböcker för kärnmaterial (allmänt):
- ASM-handböcker — Översikt per volym — Kanonisk referensuppsättning som används i den här artikeln.
- ASM-handbok, vol. 16 — Maskinbearbetning — Konventionella och icke-traditionella processer, slipmedel, verktygsmaterial, vätskor.
Stål och rostfritt stål (bearbetning och urval):
Kärnreferenser för kolstål/legeringsstål och rostfritt stål — kvaliteter, egenskaper, matningar/hastigheter, verktyg, kylning.
- ASM-handbok, vol. 1 — Egenskaper och urval: Järn, stål och högpresterande legeringar
- Bearbetning av rostfria stål och superlegeringar (Wiley)
Aluminiumlegeringar (bearbetning och beteckning):
Snabbkällor för 2xxx/6xxx/7xxx-familjer, anlöpningar och bearbetningsfönster (HPC, MQL/kryo när det är relevant).
Kopparlegeringar — Mässing/Brons/CuNi (bearbetbarhets- och processfönster):
Auktoritativa data för automatbearbetning av mässing, brons och CuNi — hastigheter/matningar, verktygsval och ytfinishmål.
- ASM Specialisthandbok — Koppar och kopparlegeringar
- CDA: Höghastighetsbearbetning av mässing
- DKI/CDA: Rekommenderade bearbetningsparametrar för kopparlegeringar
Magnesiumlegeringar (bearbetning och integritet):
Lättviktslegeringar (AZ31/AZ91): snabba fönster, säkerhet mot spånantändning, gradkontroll och ytintegritet.
- ASM-handbok — Egenskaper och val: Icke-järnlegeringar
- Bearbetning av lätta legeringar: aluminium, titan och magnesium (Routledge/Taylor & Francis) — Toppmodern bearbetning av Al/Mg/Ti, konventionell och icke-traditionell.
Kobolt-krom (Co-Cr) — svårbearbetad:
Medicin/flygindustrin: verktygsslitage, minsta spåntjocklek, kylvätskestrategi (HPC vs MQL/kryo).
- Maskinbearbetbarhet hos koboltbaserade och koboltkromlegeringar — Översikt (UTM)
- Inverkan av skärdata vid svarvning av sintrad kobolt — Material (2024)
Verktygsstål och härdade stål (>45 HRC):
Avvägningar mellan hårdfräsning och slipning, PCBN/keramiska verktyg, kontroll av farliga ämnen och finishmål.
- ASM-handbok, vol. 16 — Maskinbearbetning
- Slipteknik: Teori och tillämpningar av bearbetning med slipmedel — S. Malkin
Nickellegeringar och Inconel (bearbetning):
Svårbearbetade Ni-baserade legeringar: HEM-strategier, vätskor, kraft-/temperaturhantering.
- Högeffektiv fräsning av Inconel 718 (2025)
- Modellering av bearbetbarhet av INCONEL® (2024)
- Skärvätskor vid finsvarvning av Inconel 718 (2025)
Titanlegeringar (kylning och processer):
α/β/α+β-kvaliteter; kryo/CO₂ vs vått/torrt, verktygsslitage och integritet.
Högentropilegeringar (HEA):
Bearbetningsvägar, egenskaper och implikationer för bearbetningsstrategi och verktygsval.
- Senaste framstegen inom HEA – Översyn (2024)
- Utformning av duktila eldfasta värmeelement (HEA) (2025)
Metallmatriskompositer (MMC):
SiCp/Al och andra MMC:er — PCD/diamantverktyg, parameterfönster, slitage.
Funktionellt graderade material (FGM):
Tillverkningsvägar och efterbehandlingsimplikationer för adaptiv bearbetning.
Amorfa och nanostrukturerade legeringar (BMG):
Konventionell kontra icke-traditionell bearbetning, termisk mjukgöring och integritetsrisker.
- Bearbetning av bulkglas i metall — Översikt (2024)
- Tillverkning av metalliska glaskomponenter (2024)
Keramik och hårdmetaller (Si3N4, SiC, Al2O3, WC-Co):
Diamant-/CBN-verktyg, duktil skärning, ultraljudsassisterad bearbetning och slipningsstrategier.
- Bearbetning av avancerad keramik (Springer)
- CVD-diamantbearbetningsverktyg — Recension (2024) — Tillämpningar av diamantverktyg för precisionsfinbearbetning och mikrobearbetning.
- Slipbearbetning av SiC-keramik — Översikt (2024) — Diamant-/ultraljudstekniker, noggrannhet och verktygsslitage.
- Slipmekanik för keramik — Översikt (2025) — Tvinga fram modeller och riktlinjer för att minimera skador på marken.
Polymerer och högpresterande termoplaster (PEEK/PEI):
Låga skärtemperaturer, skarp egggeometri, spånavgång och kylning för att undvika smetning och avdrift.
- Formning och bearbetning av polymerer, keramik och kompositer (CRC/Taylor & Francis, 2024) — Den senaste utvecklingen inom bearbetning och maskinbearbetning av icke-metalliska material.
- Victrex PEEK — Guide för bearbetning och maskinbearbetning — Officiella rekommendationer för bearbetning, förtorkning och ytbehandling.
- Senaste framstegen inom PEEK — Översikt (2025) — Egenskaper, bearbetning och konsekvenser för bearbetning.
Fiberkompositer (CFRP/GFRP):
Delamineringsfri borrning/fräsning, PCD/diamantbelagda fräsar, stapelborrning (Ti/CFRP).
- Bearbetning av polymerkompositer — J. Ahmad (Springer) — Klassisk referens för CFRP/GFRP-bearbetning.
- Bearbetning av polymerkompositer (CFRP/GFRP/NFRP) — Översikt (2023) — Delaminering, verktygsslitage, parameterfönster och strategier.
- FRTP-kompositbearbetning — Översikt (2024) — Skademekanismer och utmaningar (CFRP/PEEK).
Metamaterial och gitterstrukturer — Efterbehandling:
Finishering av interna/komplexa funktioner: AFM, slipning, ECM för LPBF-gitter.
- Slipande flytbearbetning av BCC-gitter (2024)
- Slipbearbetning och ytbehandling av AM-metaller — Översikt (2025)
- Efterbehandling av komplexa AM-delar — Översikt (2024)
Återvunna och hållbara legeringar — Variabilitet och spårbarhet:
Skrot-till-högpresterande rutter och inline-kemiövervakning för stabil bearbetning.
- Återvunnet höghållfast aluminium från skrot (2024)
- Inline LIBS för övervakning av smält metall (2025)
Kylstrategier (kryogen/MQL):
Evidens för kryo (LN₂/CO₂), MQL och HPC för verktygslivslängd, Ra och energi.
Bioinspirerade och anpassningsbara material: Skonsam bearbetning för funktionell integritet
Pärlemorliknande, gitter- och gradientarkitekturer drar nytta av lågkrafts- och värmebeständig ytbehandling för att bevara funktionella strukturer.
- Bioinspirerade designer för lättvikt — Kritisk granskning (2025)
- Bioinspirerade strukturmaterial — Senaste framstegen (2025)
Ytbehandlade beläggningar (DLC, TiAlN, etc.): Precisionsbehandling
Val av verktygsbeläggning driver slitage, BUE, värme och ytbehandling i avancerade legeringar (DLC för icke-järnhaltiga metaller; TiAlN/AlTiN/CVD för järnhaltiga/högtemperaturbaserade metaller).
- DLC toppskiktad över TiAlN/CrN — Verktygsslitage och livslängd (2024)
- Ny generation CVD/PVD-verktygsbeläggningar — Översikt (2023)
- PVD-teknik för belagda skärverktyg — Recension
Intelligenta och minnesbaserade material — Gränsen för 2026+: Hybrid CNC-bearbetning och funktionell integritet
NiTi/SMA och smarta material kräver hybrid-/lågskadevägar (laser/ECM/EDM + lätta finbearbetningsskärningar) för att bibehålla transformationsbeteendet.
- Nickel-titan lasermikrobearbetning — Översikt (2024)
- Mikrobearbetning av NiTi SMA:er — State-of-the-art (2025)
- Nedskärning av NiTi — Översyn (2024)
- Formminneslegeringar inom modern teknik — Översikt (2025)
Källor och metodologi
Innehållet är sammanställt från vetenskapligt granskade tidskrifter (t.ex. CIRP Annals – Tillverkningsteknik, Elsevier/Springer/MDPI-granskningar), auktoritativa handböcker (ASM International: Machining; Materials Properties), forskning från ledande institut (MIT, Fraunhofer, ETH Zürich) om högentropilegeringar, titan/nickelbearbetning och metamaterial, och validerade branschdata (OEM-kataloger för verktyg, applikationsanteckningar för bearbetning, specifikationer för verktygsmaskiner). I tillämpliga fall hänvisar vi till standarder (ISO 3002, ISO 21920, ISO 1832/513) och aktuella studier om kryogen/MQL-kylning, adaptiv/hybridbearbetning och ytintegritet.
Ansvarsfriskrivning: Värden och rekommendationerna är vägledande och kontextberoende. Kontrollera alltid med aktuella standarder, OEM-data och en kvalificerad materialspecialist för kritiska delar.