Bearbetningsprocesser 2025–2026 — Komplett illustrerad guide (AI och hybridinnovation)
Visuell referens för ingenjörer och studenter: 15 traditionella operationer, 7 avancerade processer, 6 hybrid och innovationer från 2025, 3 AI-recept – plus ett framåtblickande avsnitt om trender för 2026. Foton + minimalistiska WEBP-diagram för snabbhet.
1) Principer och snabbnotation
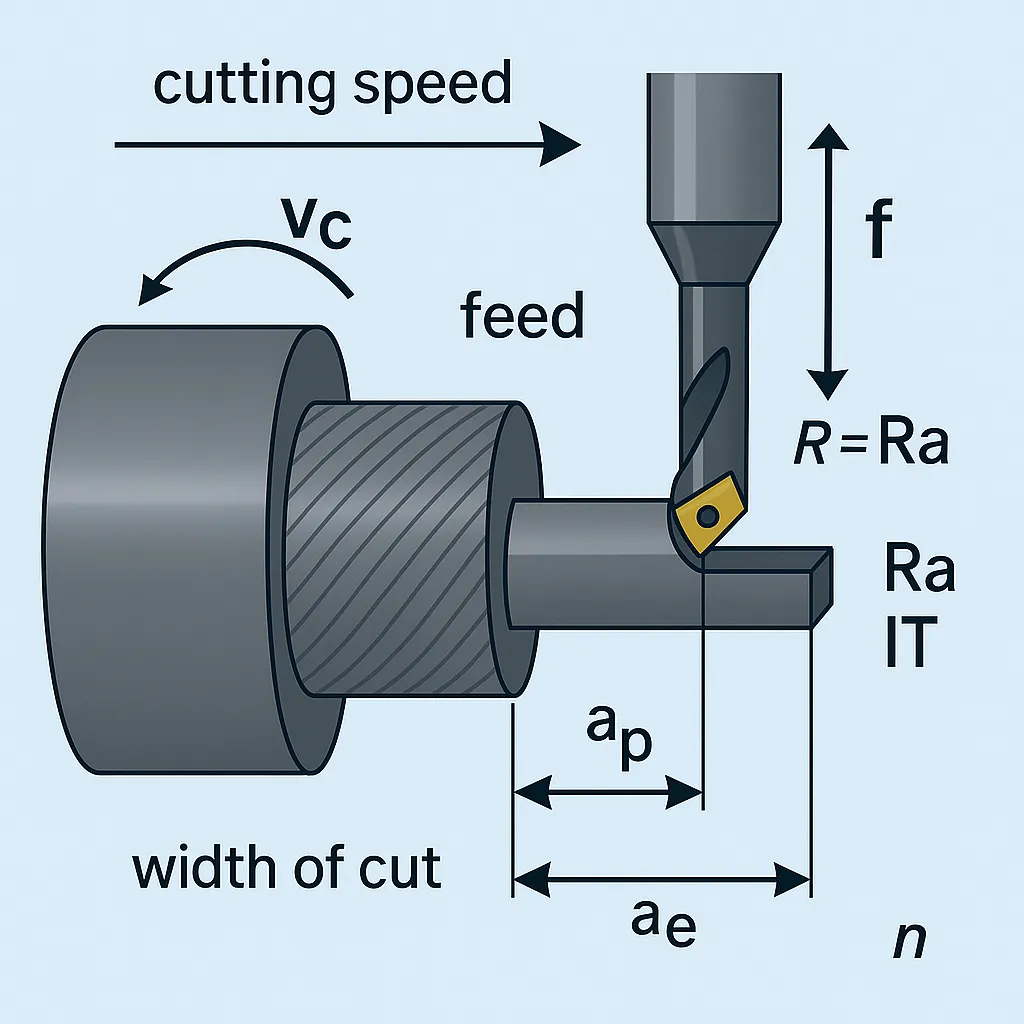
Kärnparametrar: skärhastighet vc, matningshastighet f, skärdjup enp, skärbredd ene, verktygsdiameter D, spindelhastighet nYtjämnhet Ren och toleransgrad DET definiera finish och noggrannhet.
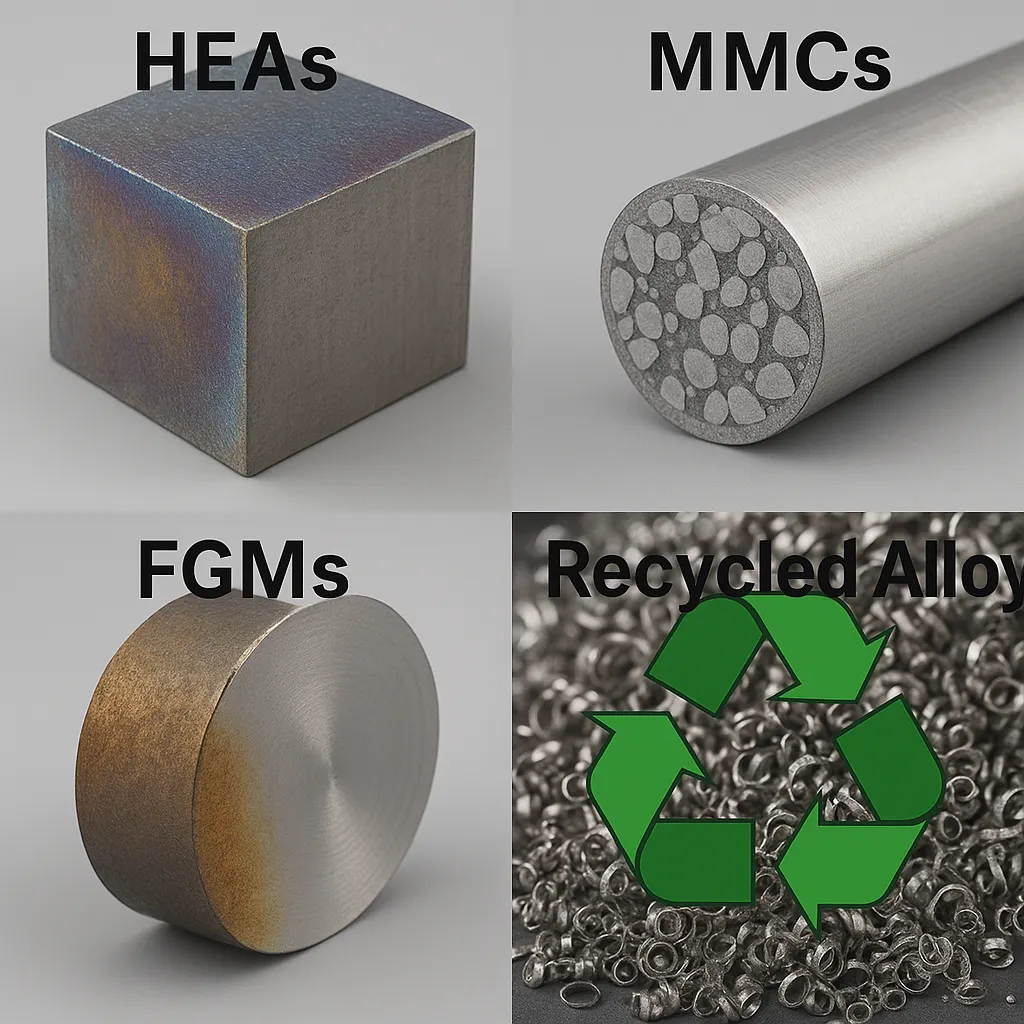
- Material-verktygskombination: Valet av hårdmetall/keramik/PCD styr värme- och slitagebeteende. För avancerade material (HEA, MMC, FGM), se Avancerade material 2026 guide.
- Stabilitet: matcha ingreppet med stabilitetsloberna för att undvika vibrationer.
- Kylvätska: översvämning, MQL, kryogen — vald efter material/drift.
Notationsreferens — ISO-bearbetningssymboler
| Symbol | Betydelse (engelsk term) | Ursprung / Standard | Enhet | Förklaring |
|---|---|---|---|---|
| vc | Skärhastighet | Hastighet (skärning) — ISO 3002-1 | m/min | Tangentiell hastighet vid skäreggen. |
| f | Matningshastighet | Foder — ISO 3002-1 | mm/varv eller mm/tand | Linjär frammatning per varv/tand. |
| enp | Skärdjup | Axiellt djup — ISO 3002-1 | mm | Verktygets inträngning i materialet. |
| ene | Skärbredd | Ingreppsbredd — ISO 3002-1 | mm | Bredd på borttaget material per passering. |
| D | Verktygs-/arbetsstyckesdiameter | ISO 3002 | mm | Används i formeln v = π·D·n. |
| n | Spindelhastighet | Antal varv — ISO 3002 | varv/min (rpm) | Spindelns eller delens rotationshastighet. |
| Ren | Ytjämnhet (genomsnittlig ytjämnhet) | ISO 4287 / ASME B46.1 | µm | Aritmetisk medelavvikelse för ytprofilen. |
| DET | Toleransklass (Internationell tolerans) | ISO 286 | — | Tillåtet dimensionellt avvikelseområde. |
2) Traditionell verksamhet (15)
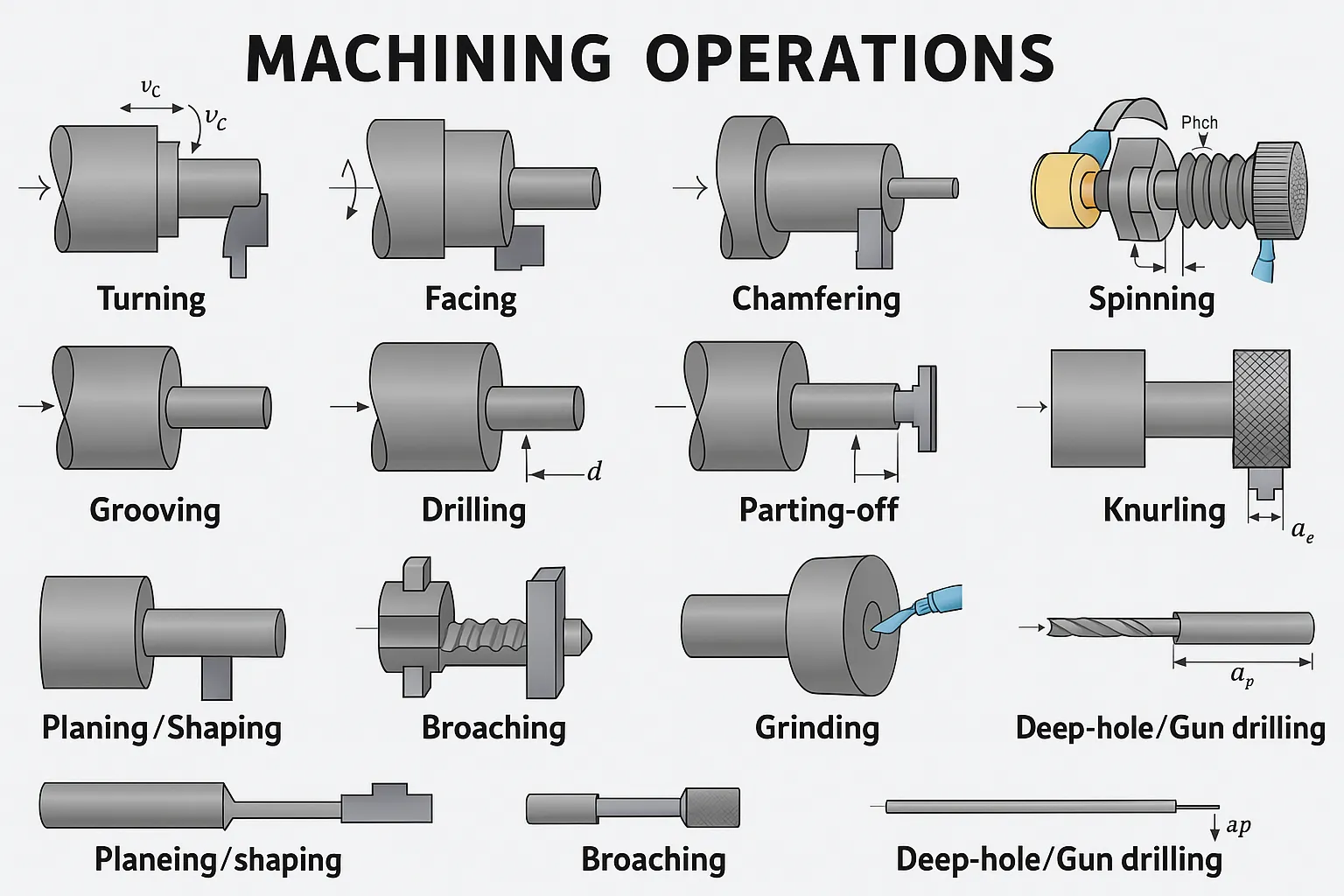
1) Vändning
- Vad den gör: På en svarv roterar arbetsstycket medan skärverktyget rör sig linjärt för att avlägsna material från dess yttre eller inre yta. Används ofta för roterande delar; enkel att programmera och mycket produktiv för cirkulära geometrier; mindre lämplig för komplexa icke-roterande former.
- Användningsområden: Axlar, bussningar, rullar, cirkulära hus, kolvar, hylsor.
- Fördelar: Stabil, produktiv, noggrann rotationshantering; bra spånkontrollalternativ.
- Nackdelar: Begränsad till cylindrisk geometri; komplexa funktioner kräver flera uppställningar eller roterande verktyg.
Ett AI-assisterat adaptivt styrsystem övervakar vibrationer, spindelström och temperatur för att lära sig skärslitningsmönster och föreslå/tillämpa små matnings-/hastighetskorrigeringar i realtid.
Viktiga signaler: vibration (X/Y/Z), spindelström, temperatur, akustisk emission.
Hur det fungerar: Edge ML-modellen klassificerar slitagetillstånd och utlöser adaptiva overrides.
Typiska resultat: +15–25% verktygslivslängd, −10% stilleståndstid, jämnare Ra.
2) Tråkigt
- Vad den gör: Korrigerar diameter, rundhet och uppriktning av förborrade hål; kan uppnå snäva toleranser före brotschning/slipning.
- Användningsområden: Lagersäten, växellådshus, motorblock, hydraulkroppar.
- Fördelar: Utmärkt cylindricitet och koncentricitet; justerbara huvuden möjliggör fin kontroll.
- Nackdelar: Långsammare än borrning; kräver styv fixtur och balanserade stänger för att undvika vibrationer.
Förutsäger vibrationsuppkomst och termisk drift, och rekommenderar matningsreduktioner eller uppehålls-/stegstrategier för att skydda ytbehandling och storlek.
Signaler: vibrationsspektrum, spindelström, temperatur.
Åtgärder: adaptiv matning, varning för offset för borrhuvud, temperaturkompensation.
Typiska resultat: färre skrotborrningar, snävare IT-sort, förbättrad rundhet.
3) Borrning
- Vad den gör: Producerar genomgående eller bottenhål med spiralborr; specialborrar för punkt-, pilot-, steg- och djupa hål.
- Användningsområden: Bultmönster, grenrör, fixturer, allmän tillverkning.
- Fördelar: Hög MRR, standardiserade verktyg, enkel programmering.
- Nackdelar: Position/storlek begränsad av verktygets flexibilitet; spånavgång avgörande i djupa hål.
Detekterar spånpackning och borrslitage från ström-/vibrationssignaturer och föreslår automatiskt peckcykler eller matnings-/hastighetsjusteringar.
Signaler: spindelströmsrippel, axiell vibration, kylvätsketryck.
Åtgärder: dynamisk hackning, matningsöverstyrning, larm vid återgång.
Typiska resultat: färre trasiga borrar, förbättrad hålkvalitet, lägre variation i cykeltiden.
4) Bortschning
- Vad den gör: Tar bort en liten tolerans för att ge en nära IT-kvalitet och förbättrad Ra inuti hålen.
- Användningsområden: Lager-/lokaliseringshål, uppriktningsfunktioner, hydrauliska portar.
- Fördelar: Utmärkt rundhet/finish; snabb och repeterbar.
- Nackdelar: Kräver noggrann förborrning; känslig för smörjning/spånkontroll.
Övervakar vridmoment och mikrovibrationer för att bibehålla matnings- och kylvätskeförhållanden som skyddar ytfinishen och undviker konisk form.
Signaler: spindelström, vibration, kylvätskeflöde/tryck.
Åtgärder: optimering av matning/kylvätska, detektering av stopp vid kona.
Typiska resultat: stramare storlek, jämnare Ra, färre verktygsmärken.
5) Gängning och gängsvarvning
- Vad den gör: Formar gängor med stel gängning eller svarv-/frässtrategier; kontrollerar stigning, flankvinkel och passning.
- Användningsområden: Fästelement, lock, grenrör, axlar.
- Fördelar: Snabb för standardstorlekar; god repeterbarhet.
- Nackdelar: Risk för gängtappbrott; spånavgång avgörande i bottenhål; grader vid gängstart.
Förutsäger gängtappslitage/brott från strömspikar och rörelseprofiler; föreslår matningssynkronisering eller reservfunktion för gängfräsning.
Signaler: spindel-/axelbelastningar, momenttoppar, positionsfel.
Åtgärder: synkroniseringsinställning, matningsöverstyrning, tidig varning för verktygsbyte.
Typiska resultat: färre gängtappsfel, bättre gängkvalitet, mindre stilleståndstid.
6) Fräsning — Planfräsning, Periferifräsning, Spårfräsning
- Vad den gör: Roterande flertandad skärare avlägsnar material med kontrollerat ingrepp (ae/ap); spårfräsning, sido- och planfräsning.
- Användningsområden: Hus, formar, fixturer, prismatiska delar.
- Fördelar: Hög MRR, många verktygsval, anpassningsbara strategier.
- Nackdelar: Risk för vibrationer vid långa överhäng; värme i svåra legeringar.
Detekterar vibrationer och belastningstoppar; föreslår trochoidala/konstant ingreppsbanändringar eller realtidsmatningsmodulering för att hålla spåntjockleken stabil.
Signaler: vibrationsspektrogram, spindel-/axelbelastningar.
Åtgärder: adaptiv matning, step-over-justeringar, CAM-hintning för nästa körning.
Typiska resultat: förbättrad verktygslivslängd, färre märken, kortare cykeltid.
7) 5-axlig simultanfräsning
- Vad den gör: Orienterar verktyget vinkelrätt mot ytan, bibehåller konstant ingrepp, når skarpa vinklar utan ytterligare fixturer.
- Användningsområden: Flygplan, formar, medicinska implantat, turbiner.
- Fördelar: Överlägsen åtkomst, bättre finish, minskat verktygs-/fixturbehov.
- Nackdelar: Kräver kalibrering och exakt efterbehandling; kollisionsrisk utan simulering.
Förutsäger kollisions-/vibrationsrisk från simulering + live-feedback; föreslår lutnings-/led-/fördröjningsjusteringar och säkra matningstak vid hög kurvatur.
Signaler: axelbelastningar, vibrationer, modellbaserad digital tvilling.
Åtgärder: adaptiv orientering, matningstak, CAM-återkoppling.
Typiska resultat: mindre omarbete, stabil finish, högre säkerhet vid första anblicken.
8) Svarva–Fräsa (Fräsa–Svänga)
- Vad den gör: Huvud-/subspindlar och roterande verktyg bearbetar roterande och prismatiska funktioner i en maskin.
- Användningsområden: Komplexa axlar, vätskekopplingar, medicinska/ventildelar.
- Fördelar: Färre uppställningar, bättre noggrannhet, kortare ledtid.
- Nackdelar: Programmeringskomplexitet; begränsningar vad gäller verktygsräckvidd/rigiditet.
Orkestrerar sekvens och verktygsingrepp över svarv-/fräsningssteg för att minimera tomgångstid och belastningstoppar.
Signaler: spindel-/axelbelastningar, kötiming, vibrationer.
Åtgärder: tips för automatisk sekvensering, säkra matningsgränser, timing för verktygsbyte.
Typiska resultat: jämnare cykel, färre kollisioner, förbättrad OEE.
9) Hyvling / Formning
- Vad den gör: Ett fram- och återgående verktyg eller arbetsbord genererar plana ytor och enkla spår.
- Användningsområden: Långa bäddar, gejder, stora plattor, kilspår.
- Fördelar: Enkel verktygshantering, lång räckvidd, god rakhet.
- Nackdelar: Lägre produktivitet jämfört med fräsning; intermittenta skärkrafter.
Övervakar slagdynamik för att begränsa vibrationer vid reverseringar och flaggslitage på verktygseggar.
Signaler: vibrationer vid slaglängder, motorström.
Åtgärder: hastighetsrampprofilering, varning för verktygsbyte.
Typiska resultat: färre vibrationer, stadigare finish.
10) Broaching
- Vad den gör: Tillverkar kilspår, splines och specialprofiler snabbt och exakt.
- Användningsområden: Kugghjul, nav, profiler för flyg- och rymdteknik.
- Fördelar: Mycket snabb, konsekvent; minimal operatörsinsats.
- Nackdelar: Dedikerade verktyg; begränsad flexibilitet; hög verktygskostnad.
Detekterar stigande kraft längs tandstapeln och varnar för slipnings- eller smörjproblem innan profilfel uppstår.
Signaler: axialbelastning, temperatur, akustisk emission.
Åtgärder: Kontroll av smörj-/kylvätska, underhållsschema.
Typiska resultat: längre verktygslivslängd, färre dimensionella kasseringar.
11) Slipning
- Vad den gör: Använder bundna slipmedel för att ta bort mikrometer per svep, vilket ger planhet och låg Ra.
- Användningsområden: Verktyg, mätblock, härdade stål, hårdmetall.
- Fördelar: Utmärkt noggrannhet och finish; kontrollerad borttagning.
- Nackdelar: Risk för brännskador; hjulbelastning/behandling behövs; långsammare MRR.
Spårar risk för brännskador och hjulbelastning via akustisk emission och effekt; schemalägger skärpning och modulerar inmatning/kylvätska.
Signaler: spindeleffekt, AE-sensor, temperatur, tändningstid.
Åtgärder: optimering av inmatning/kylvätska, automatiska dressingutlösare.
Typiska resultat: brännfri yta, stabil Ra, förlängd livslängd för skivorna.
12) Överlappning
- Vad den gör: Uppnår submikronplanhet och mycket låg Ra genom kontrollerad nötning.
- Användningsområden: Tätningar, optik, precisionsventiler, mätytor.
- Fördelar: Exceptionell planhet och finish.
- Nackdelar: Långsam; känslig för förbrukningsvaror och renlighet.
Uppskattar borttagningshastigheten och detekterar slitage på dynor från vridmoment och rörelse, vilket håller planhetsmålen på rätt spår.
Signaler: bordsmoment, spårtryck, slamflöde.
Åtgärder: justeringar av uppehållskartor, dosering av slam, varningar för underhåll av dynor.
Typiska resultat: jämn planhet, minskad omarbetning, förutsägbar cykeltid.
13) Djuphåls-/pistolborrning
- Vad den gör: Använder enkelläpps- eller BTA-system för att borra djupa, raka hål med kontrollerad styrning och tryck.
- Användningsområden: Kylkanaler för gjutformar, gevärspipor, hydraulcylindrar.
- Fördelar: Utmärkt rakhet, pålitlig spånborttagning.
- Nackdelar: Specialiserade verktyg/fixturer; känslig för uppställning.
Övervakar tryck och ström för att detektera spånkompaktering; justerar matnings-/peck- och kylvätsketryck för att förhindra blockering.
Signaler: kylvätsketryck/flöde, spindelström, vibration.
Åtgärder: adaptiv peck, tryckbörvärdeskontroll, retraktionsprotokoll.
Typiska resultat: färre verktygsfel, rakare hål, stabil cykeltid.
14) Kuggfräsning / Formning
- Vad den gör: Indexerar tandformen via skärarens kinematik; exakt kugggeometri före finbearbetning.
- Användningsområden: Växellådor, robotteknik, industriella drivningar.
- Fördelar: Produktiv för spiral-/spiralformade rör; hög noggrannhet med korrekt inställning.
- Nackdelar: Verktyg specifikt för modul/tryckvinkel; grader kan behöva efterjustering.
Övervakar vridmoment och vibrationer för att identifiera problem med tandformen och verktygsslitage; föreslår matnings-/indexjusteringar och verktygsbyten.
Signaler: spindel-/axelbelastningar, vibrationer, rundgång.
Åtgärder: tips för korrigering av matning/index, underhållsvarningar.
Typiska resultat: stabil tandkvalitet, färre kassationer, förutsägbar genomströmning.
15) 5-axlig (sammanfattning, komplexa delar)
- Vad den gör: Sågar råmaterial till rätt längd med band-/cirkelsågar; monterar ämnen och styckvisa material.
- Användningsområden: Förberedelse av stänger, profiler, plattor.
- Fördelar: Snabb, ekonomisk, minimalt kompetenskrav.
- Nackdelar: Spår/spill; ytan kan behöva slipas före precisionsoperationer.
Förutsäger bladslitage och optimerar matningen för legeringens hårdhet; förhindrar stopp och sneda snitt.
Signaler: motorbelastning, vibrationer, skärtid.
Åtgärder: matningsöverstyrning, schemaläggning av bladbyte.
Typiska resultat: Rakare snitt, färre bladbrott, bättre effektivitet uppströms.
3) Avancerade / icke-konventionella processer (7)
1) Trådgnist
- Vad den gör: Skär exakta 2D/3D-profiler via en rörlig trådelektrod; utmärkt för hårda material.
- Användningsområden: Matriser, stansar, extruderingsprofiler, ömtåliga egenskaper.
- Fördelar: Enastående noggrannhet, fint sågsnitt, minimala grader.
- Nackdelar: Långsammare än fräsning; endast ledande material; hantering av omgjutna lager.
Optimerar pulsparametrar och trådspänning från gnistsignatur för att balansera hastighet och finish.
Signaler: gnistgapspänning/ström, brotthändelser, trådspänning.
Åtgärder: pulsbredd/frekvensinställning, spänningskontroll.
Typiska resultat: snabbare kapning, färre trådbrott, förutsägbar yta.
2) ECM (elektrokemisk bearbetning)
- Vad den gör: Avlägsnar material utan mekanisk kontakt; gradfria komplexa hålrum.
- Användningsområden: Turbinblad, medicinska implantat, superlegeringar.
- Fördelar: Inga skärkrafter, gradfri, utmärkt för hårda legeringar.
- Nackdelar: Elektrolythantering; överskärningskontroll; miljövård.
Lär sig överskärnings- kontra ström-/flödesmönster; justerar automatiskt gap- och elektrolytparametrar för dimensionell noggrannhet.
Signaler: strömtäthet, flöde/tryck, temperatur, pH.
Åtgärder: gapreglering, flödes-/temperaturbörvärden.
Typiska resultat: snävare toleranser, högre repeterbarhet, minskat kassation.
3) Lasermikrobearbetning
- Vad den gör: Producerar mikrohål, diken och texturering med minimal HAZ (farligt miljövänligt ämne).
- Användningsområden: Medicintekniska produkter, mikrofluidik, elektronik.
- Fördelar: Kontaktfri, hög precision, komplexa mikrofunktioner.
- Nackdelar: Termiska effekter vid felinställning; optisk renhet; reflekterande material behöver skötas.
Styr fokus/styrka/skanningshastighet med hjälp av sikten på smältpölen/smältplymen för att stabilisera borttagningen och begränsa farliga haz-ämnen.
Signaler: kamera/pyrometer, bakreflektion, plymintensitet.
Åtgärder: effekt-/skanningsoptimering, autofokus.
Typiska resultat: renare kanter, repeterbara dimensioner, mindre omarbetning.
4) Slipande vattenstråle (AWJ)
- Vad den gör: Skär metaller, kompositer, sten; bra för värmekänsliga delar.
- Användningsområden: Paneler för flyg- och rymdindustrin, kompositer, specialanpassade profiler.
- Fördelar: Ingen HAZ, minimal distorsion, materialoberoende.
- Nackdelar: Avsmalning/fördröjning för att kompensera; kostnad för hantering av slipmedel.
Förutsäger jetlag/avsmalning per hastighet och justerar väg/hastighet för att bibehålla toleransen samtidigt som tid sparas.
Signaler: tryck/flöde, förflyttningshastighet, kamera för snittkvalitet.
Åtgärder: dynamisk hastighets-/vägkompensation.
Typiska resultat: minskad konisk avsmalning, snabbare skärning, renare kanter.
5) Ultraljudsbearbetning
- Vad den gör: Mikroflisning/erosion möjliggör hål och former i glas/keramik.
- Användningsområden: Optik, keramik, medicintekniska produkter.
- Fördelar: Låga krafter, minimala sprickor, täta egenskaper.
- Nackdelar: Slamhantering; långsammare än fräsning; verktygsslitage på sonotroder.
Justerar amplitud/frekvens med realtidsfeedback för att bibehålla borttagningshastigheten utan mikrosprickor.
Signaler: akustisk respons, spindel-/axelbelastning, visionskvalitetskontroll.
Åtgärder: amplitud-/frekvensbörvärden, dröjsmålsreglering.
Typiska resultat: färre defekter, jämnare genomströmning, längre verktygslivslängd.
6) Kryogen bearbetning
- Vad den gör: Riktar kryostrålar mot skjuvzonen för att stabilisera spånbildning och hårdhet.
- Användningsområden: Ti, Inconel, härdade stål.
- Fördelar: Lägre slitage, bättre yta, grönare än kraftig översvämning.
- Nackdelar: Munstycksintegration; kondens-/frosthantering.
Optimerar kryoflöde/munstycksvinkel kontra belastning/temperatur; undviker överkylning och bevarar verktygets integritet.
Signaler: belastning/temperatur, flöde/tryck, ytbehandlingsgivare.
Åtgärder: flödeshastighet, munstyckesvinkel, matningslock.
Typiska resultat: längre livslängd i Ti/Ni, jämn Ra, färre termiska sprickor.
7) Additiv–subtraktiv (översikt)
- Vad den gör: Växlar mellan avsättning och skärning för att effektivt uppnå komplex geometri.
- Användningsområden: Reparation, konforma kanaler, topologioptimerade delar.
- Fördelar: Färre uppställningar, materialbesparingar, geometrisk frihet.
- Nackdelar: Processorkestreringskomplexitet; värmehantering.
Schemalägger bygg-/skärcykler med hjälp av termiska och distorsionsmodeller; håller dimensioner och finish i linje med målet.
Signaler: smältpool/temperatur, distorsionssensorer, belastningar.
Åtgärder: sammanflätningstiming, banjusteringar, utlösare för inspektion på plats.
Typiska resultat: färre omarbetningspass, förutsägbar noggrannhet, kortare ledtid.
4) Hybrid och innovationer (2025)
1) Hybrid DED + 5-axlig
- Vad den gör: Placerar nästan nätbaserade egenskaper och bearbetar sedan till tolerans/finbearbetning utan detaljöverföring.
- Användningsområden: Reparation, ribbor/kilstymmen, konform kylning, multimaterialegenskaper.
- Fördelar: Färre inställningar, geometrisk frihet, integrerad kvalitetssäkring.
- Nackdelar: Värme/distorsion; processkoordinering och kalibrering.
Styr smältbassäng och planerar nedskärningar med digital tvillingfeedback för att stabilisera dimensioner och mikrostruktur.
Signaler: poolkamera/pyrometri, axelbelastningar, in-situ-mätning.
Åtgärder: DED-effekt/skanning, bearbetningsmatningar, sammanflätningstiming.
Typiska resultat: dimensionsstabilitet, minskad omarbetning, bättre yta.
2) HSM — Trochoidfräsning
- Vad den gör: Kurvlinjära banor begränsar radiellt ingrepp; möjliggör högre hastigheter i hårda legeringar.
- Användningsområden: Fickor/spår i Ti/Inconel, härdade stål.
- Fördelar: Högre MRR med mindre verktygsbelastning; bättre verktygslivslängd.
- Nackdelar: CAM-komplexitet; kräver noggrann maskindynamik.
Lär sig maskinspecifika stabilitetslober och modulerar matning för att bibehålla spåntjockleken över krökningsförändringar.
Signaler: vibrationskarta, spindel-/axelbelastningar, bankurvatur.
Åtgärder: adaptiv matning/översteg; CAM-hintloop.
Typiska resultat: snabbare cykler, färre verktygsfel, jämn finish.
3) AI-förstärkt bearbetning
- Vad den gör: Sammanför sensordata för att förutsäga problem och rekommendera korrigerande åtgärder.
- Användningsområden: Alla CNC-processer; bästa avkastning på investeringen på svårbearbetade legeringar och långa cykler.
- Fördelar: Färre överraskningar, bättre konsekvens, lärande mellan jobben.
- Nackdelar: Databeredskap, integration med äldre kontroller, modelldrift.
Kantmodeller + molnomskolning; sluter loopen mellan sensorinsikter och säkra åsidosättningar.
Signaler: vibrationer, belastningar, temperatur, ytbehandlingsmått.
Åtgärder: åsidosättningar, varningar, CAM-feedback.
Typiska resultat: minskat kassation, högre drifttid, stabil Ra.
4) Digital tvillingbearbetning
- Vad den gör: Simulerar och validerar verktygsbanor, detekterar kollisioner, uppskattar krafter/nedböjning.
- Användningsområden: Högvärdiga delar, första körningarna, 5-axliga, hybridlinjer.
- Fördelar: Högre rätt resultat vid första anblicken, snabbare idrifttagning, säkrare ändringar.
- Nackdelar: Data-/beräkningsbehov; modellunderhåll.
Lär sig av avvikelser mellan modell och verklighet för att automatiskt finjustera modellparametrar och uppdatera skärförhållanden.
Signaler: pulsgivaredata, laster, metrologisk återkoppling.
Åtgärder: parameteridentifiering, råd om åsidosättning.
Typiska resultat: tydligare prognoser, färre krascher, snabbare godkännande.
5) Smarta/avancerade material (omnämnande)
- Vad den gör: Utökar prestandaområdet med ultrahårda eller graderade egenskaper.
- Användningsområden: Flyg- och rymdteknik, energi, medicin, elbilar.
- Fördelar: Styrke-/viktökning, multifunktionalitet.
- Nackdelar: Oförutsägbarhet i verktygsslitage; behov av anpassningsbara strategier.
Materialmedvetna modeller väljer skärförhållanden och kylstrategier per legering/sort i realtid.
Se även: fullständig vägledning i Avancerade material 2026.
6) Mikrotillverkning och medicin/aero
- Vad den gör: Skapar små kanaler/hål med mikrofräsar, gnistgnist och laser.
- Användningsområden: Stentar, mikrofluidik, sensorer.
- Fördelar: Hög precision i liten skala.
- Nackdelar: Verktygsömtålighet, metrologiska krav, termiska effekter.
Detekterar risker för grad/termiska effekter från sikt- och belastningssignaler; justerar hastighet och översteg automatiskt.
Signaler: höghastighetsseende, nanovibration, belastning.
Åtgärder: mikromatning/stepover, paus/dröjningsstrategier.
Typiska resultat: färre grader, högre utbyte, repeterbara dimensioner.
5) AI-recept som gör skillnaden (3)
"Analysera G-kodsegment; föreslå matningsöverstyrningar där krökningen är hög; håll spindel S fast; sikta på >10% cykeltidsreduktion utan vibrationer."
Jobb-ID, Del, Material, Maskin, Verktyg, S, F, ap, ae, Kylvätska, Spindeltemp, Spindelström, VibX/Y/Z, Cykeltid, Verktygsslitage, Ra, Kritiskt värde, Skrot (0/1)
Sensorer → Kantmodell → Instrumentpanel → Operatörens återkopplingsslinga (”OK / Buller / Brott”). Börja med 1–2 pilotmaskiner.
6) Framtida processer och trender för 2026
AI-inbyggd bearbetning och självoptimerande verktyg
Digital tvilling och industriell metaversum
Nästa generations hybridmaskiner och material
Hållbar / Grön bearbetning
Framväxande bearbetningsoperationer (2026+)
- Neuromorfisk tillverkning: hjärninspirerade kontrollslingor med ultralåg latens.
- Kryogen hybridsvarvning: LN₂ mikrokylning för Ti/Ni med hybridceller.
- Laserassisterad ultraljudsbearbetning: termisk mjukgöring + högfrekvent vibration.
- Mikro-EDM med AI-pulsformning: funktioner under 10 µm, förbättrad stabilitet.
7) Snabbreferenstabeller
| Behandla | Typisk Ra (μm) | Tolerans (IT) | Material |
|---|---|---|---|
| Svarvning (finish) | 0,8–1,6 | IT7–IT9 | Stål, Aluminium, Mässing |
| Ytslipning | 0,2–0,4 | IT6–IT7 | Härdade stål, Karbider |
| Trådgnist | 0,3–0,8 | IT5–IT7 | Verktygsstål, Karbider, Nickellegeringar |
| ECM | 0,3–0,8 | IT5–IT7 | Nickellegeringar, HEAs |
| HSM Trochoidal | 0,4–0,8 | IT7 | Titan, Inconel, MMC-kort |
Fullständig materialvägledning (bearbetbarhet, kylning, verktygsbearbetning) i vår Avancerade material 2026 artikel.
Relaterat: Avancerade material 2026 — Utmaningar och handbok för bearbetning
Utforska HEA, MMC, FGM, smarta och återvunna legeringar – med praktiska anteckningar om bearbetbarhet, kylstrategier, verktyg och kvalitetssäkringskontrollpunkter.
Öppna materialguiden →